
发动机曲轴加工制造大揭秘,投资这样的工厂没有10个亿搞不定
2018-06-04 20:35:43· 来源:机工机床世界
微信公众号

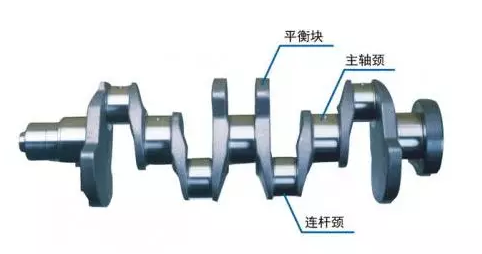
曲轴是引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈,(还有其他)。曲轴加工又是怎样的呢?
曲轴是引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈,(还有其他)。曲轴加工又是怎样的呢?
一、曲轴加工大概分几步?
毛坯(小型曲轴为锻造、大型曲轴为球墨铸铁铸造),锻造时是将棒料烧红后通过多道锻模,锻成多拐平面状,在红热状态下最后一道工序将各拐拧转到相应的角度。
车定位,在普通车床上找出主轴颈的中心,车两端定位。
车主轴颈。
车连杆轴颈,是在专用车床上,刀架跟随连杆轴颈一边旋转一边进刀,一次同时车两个同角度的连杆轴颈;(试制或非批量生产是在普通车床的卡盘上做一个偏心夹具,把连杆轴颈作为旋转中心)。
钻油道孔,曲轴从主轴颈到拐臂到连杆轴颈内部都有润滑油道,是用专用设备进行深孔钻。
高频淬火,对主轴颈和连杆轴颈进行淬火,提高表面硬度。
磨主轴颈。
磨连杆轴颈,是非常精密的专用曲轴磨床,会自动边测量边磨削,精度是按0.01毫米控制的;
其它加工,(飞轮连接键槽,回油槽,螺纹等等)。
动平衡并去重,也是专用设备,可在查出的超重的拐臂毛坯部位钻削去重。以上的生产工序都是由设备自动控制完成的,操作者充其量只是装卸辅助,农民工就行。而真正的水平体现在这些设备的制造、调试和维护工作。入行就知道,不论什么奇形怪状的部件,都能高效率的生产。不外乎通过专用设备(只加工一种型号的部品的某一道工序)或柔性数控设备(可调加工尺寸,以适应多部品生产)来完成的。
二、曲轴断裂的原因分析
曲轴断裂是发动机严重的机件故障,断裂一般发生在曲柄销和主轴颈与曲柄臂的连接圆角处或轴颈油孔等应力集中部位。
曲轴断裂的主要原因
(1)个别用户由于选用机油不当,或者是不注意“三滤”的清洗更换,机油长期使用变质;严重的超载、超挂,造成发动机长期超负荷运行而出现烧瓦事故。由于发动机烧瓦,曲轴受到严重磨损。发动机曲轴采用换修修理,即购一根新曲轴装机,将损坏曲轴送制造厂修理后备用。部分用户在车辆出现了曲轴磨损的问题后,出于费用、时间的考虑,在本地找一些小厂修理加工,将严重磨损的曲轴进行堆焊,加工,整体热处理后磨削加工。由于修理手段及工艺问题,曲柄销和主轴颈与曲柄臂的连接圆角发生了变化,造成局部应力集中;由于曲轴为精45号钢模锻,堆焊又使曲辆的金相织发生了变化。上述两项是造成曲轴断裂的主要原因。
(2)发动机修好后,装车没经过磨合期,即超载超挂,发动机长期超负荷运行,使曲轴负荷超出容许的极限。
(3)在曲轴的修理中采用了堆焊,破坏了曲轴的动力平衡,又没有做平衡校验,不平衡量超标,引起发动机较大的振动,导致曲轴的断裂。
(4)由于路况不佳,车辆又严重超载超挂,发动机经常在扭振临界转速内行,减振器失效,也会造成曲轴扭转振动疲劳破坏而断裂。
三、曲轴磨损后的修复
一般来说,轴颈直径在80mm以下,圆度及圆柱度误差超过0.025mm;或轴颈直径在80mm以上。圆度及圆柱度误差超过0.0400的曲轴,均应按规定尺寸进行修磨,或进行振动堆焊、镀铬、镀铁后再磨削至规定购尺才或修理尺寸。
1、曲轴的磨削
曲轴轴颈的磨削是在曲轴校正的基础上进行的。曲轴的磨削除了轴颈表面尺寸精度和表面粗糙度符合技术要求外,还必须达到形位公差的要求:磨削曲轴时,必须保证主轴颈和连杆轴颈各轴心线的同轴度及两轴心线间的平行度,限制曲柄半径误差。并保证连杆轴颈相互位置夹角的精度。曲轴的磨削通常是在专用的曲轴磨床上进行的。
2、连杆轴颈的磨削
由于连杆轴颈磨损不均匀,由此产生两种磨削方法:偏心磨削法和同心磨削法。
同心磨削法就是磨削后保持连杆轴颈的轴线位置不变,即曲柄半径和分配角不变。柴油机曲轴磨削时,常采用同心法,保持曲柄半径不变,柴油机的压缩比不变,但每次的磨削量大。当前,在汽车使用期内,大修次数减少,用同心法可以确保发动机性能不变。
偏心磨削法是按磨损后的连杆轴颈表面来定位磨削的,这时轴颈的中心线位置和曲柄半径均发生了变化。一般磨削后曲柄半径大于原曲柄半径,使压缩比增大,而且各缸变化不均匀,同时使整个曲轴的质量中心不处于曲轴主轴颈中心线上,引起曲轴不平衡,造成运转时的附加动载荷。因此,在连杆轴颈磨削时,应尽量减少曲柄半径的增加量,保证同位连杆轴颈轴心线的同轴度误差不大于±0.10mm,这样才能保证曲轴运转中的平衡。
3、曲轴严重磨损后的修复
如果发动机曲轴磨损严重,磨削法无法修复或效果较差,可采用等离子喷涂法来修复。
(1)喷涂前轴颈的表面处理
①根据轴颈的磨损情况,在曲轴磨床上将其磨圆,直径一般减少0.50—1.00mm。
②用铜皮对所要喷涂轴颈的邻近轴颈进行遮蔽保护。
③用拉毛机对待涂表面进行拉毛处理。用镍条作电极,在6~9V、200~300A交流电下使镍熔化在轴颈表面上。
(2)喷涂
将曲轴卡在可旋转的工作台上,调整好喷枪与工件的距离(100mm左右)。选镍包铝(Ni/AL)为打底材料,耐磨合金铸铁(NT)与镍包铝的混合物为工作层材料;底层厚度一般为0.20mm左右,工作层厚度根据需要而定。
喷涂过程中,所喷轴颈的温度一般要控制在150~170℃。喷涂后的曲轴放入150—180℃的烘箱内保温2h,并随箱冷却,以减少喷涂层与轴颈间的应力。
(3)喷涂后的处理
喷涂后要检查喷涂层与轴颈基体是否结合紧密,如不够紧密,则除掉重喷。如检查合格,可对曲轴进行磨削加工。由于等离子喷涂层硬度较高,一般选用较软的碳化锡砂轮进行磨削,磨削时进给量要小一些(0.05—0.10mm),以免挤裂涂层。另外,磨削后一定要用砂条对油道孔进行研磨,以免毛刺刮伤瓦片。经清洗后,将曲轴浸入80—100℃的润滑油中煮8~10h,待润滑油充分渗入涂层后即可装车使用。
发动机在大修中必须对曲轴进行检验,查明磨损情况,并进行正确的修理,保证曲轴所要求的疲劳强度和耐磨性。
举报 0
收藏 0
分享 140
-

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29 -

强强联合,共谋新篇:埃马克集团与重庆三友集团
2025-09-24 -

精度±微米,节拍7秒——埃马克VST 50的球头车
2025-07-09 -

专家访谈:埃马克 OCTG 加工的技术密钥与生产之
2025-06-25
编辑推荐





最新资讯
-
金杯品牌日即将启幕 4.0质慧工厂全面
2025-10-18 15:30
-
奇瑞汽车,成立新公司!
2025-10-18 08:59
-
宝马建成全球首座人工智能汽车工厂!
2025-10-17 13:23
-
深圳电机产业链交流会议程正式公布
2025-10-14 14:31
-
比亚迪叉车:以新能源科技链接传统酿
2025-10-14 10:31