
精度±微米,节拍7秒——埃马克VST 50的球头车削量产密码
微信公众号

在汽车工业等对安全要求极高的领域,球销等部件的球头车削对精度、重复精度和节拍时间的要求极为严格。这些部件在转向和底盘系统中扮演着核心角色。其生产需要先进的车削技术,尤其是在追求大批量和经济性工艺时。

球头车削的技术要求
球头车削是机械加工中的一项特殊工艺,不仅要加工出精确的球头形状,还要获得均匀且高精度的表面质量。这是确保连接部位平滑运动并防止过早磨损的必要条件。根据部件尺寸,通常需要实现直径在 16 至 40 毫米之间、公差在微米范围内的球头加工。
大规模生产面临的挑战
在大规模生产中,如何将高精度与短节拍时间相结合是一项挑战。可靠的解决方案不仅要提供高重复精度和工艺可靠性,还需最大限度减少刀具磨损,易于实现自动化。此外,所有质量要求都必须能够在线进行验证。

球销零件对比:车削前(图左)和车削后(图右)
埃马克 VST 50:球头车削的定制解决方案
埃马克的 VST 50 是专为车削球销而开发的机床。这台车床将两个可独立移动的工件主轴与一个经过优化的两段式十字滑台相结合,该滑台设计特别针对轴颈的球头和颈部加工。

埃马克的 VST 50 - 用于精密球头车削的紧凑型自动化数控车床
VST 50 主要功能一览:
两个工件主轴:实现平行上下料与车削——一个主轴进行加工时,另一个主轴可执行上下料操作。

旋转 B 轴:
用于精密球头加工,包括平滑处理。
线性 U 轴:用于设定球头的直径和形状(极性)。
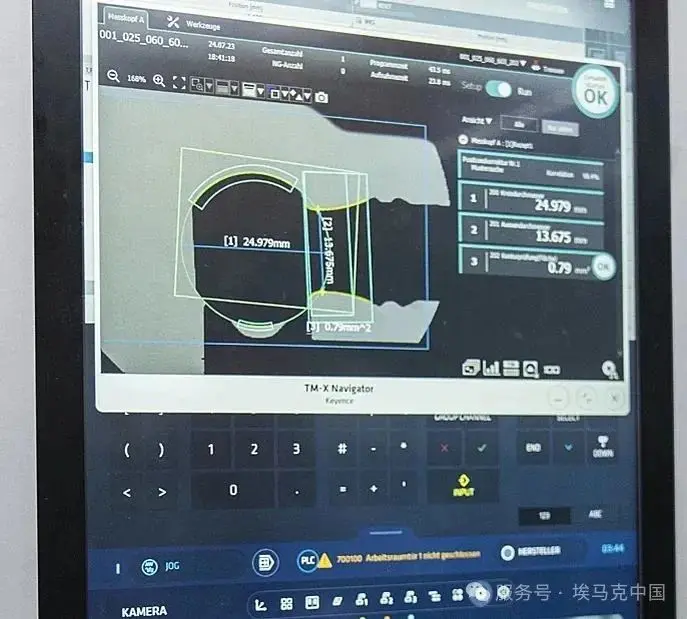
集成工艺测量技术(光带测微计):可对每个部件进行 100% 检测。
 自动上下料(三台机器人):
自动上下料(三台机器人):
实现最短的节拍时间。

三台机器人全自动装载 VST 50 - 缩短周期时间,实现可靠的生产工艺
操作中更换刀具:通过 RFID 编码工具和机器人操作,在生产过程中进行换刀。
生产率与质量的平衡
凭借坚固的机械结构、智能软件(EDNA 应用程序)和先进的自动化技术,VST 50 实现了每个工件仅需 7 秒的节拍时间。同时,由于采用了全面的测量技术和集成的摄像头监控,工艺可靠性始终保持在最高水平。刀具更换时间小于 90 秒,无需手动中断生产过程。
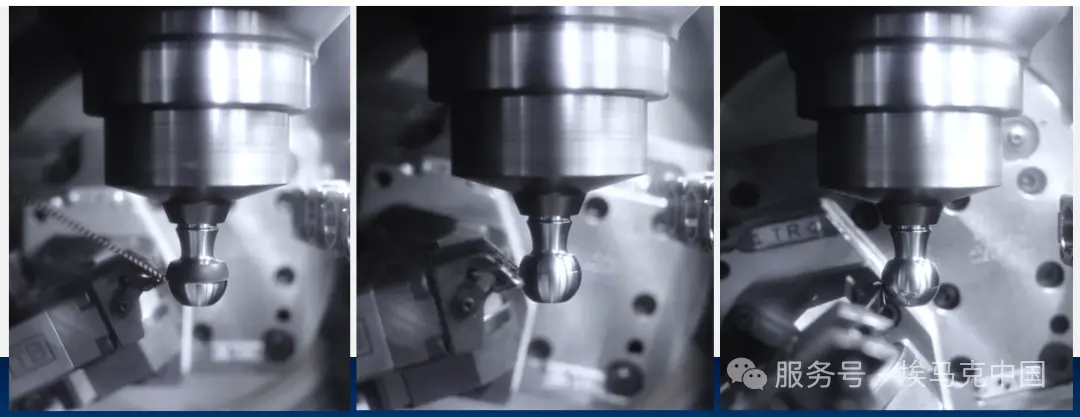
通过旋转 B 轴和精密刀具在 VST 50 中进行精密球头加工
应用范围和灵活性
该机床设计用于加工:
短球销(直径 16-40 毫米,长度 50-150 毫米)
长球销(直径 22-35 毫米,长度 150-455 毫米)
球套
得益于其设计的灵活性,VST 50 同样适用于其他需要精确车削球头的旋转对称部件。
结语:球头车削的工业标杆
球头车削是一种高精度的加工工艺,尤其在汽车等安全要求严苛的领域,必须依靠专用设备才能高效实现。埃马克VST 50为球销的大批量生产提供了先进的解决方案——它集超短节拍、全面在线测量和操作便捷性于一身。对于寻求经济高效球头加工的企业而言,埃马克VST 50是满足当今严苛生产要求的理想选择。
如需了解更多VST 50技术细节或获取球头车削工艺的专业建议,欢迎点击“阅读原文”访问埃马克官网或联系我们的专家。

-

突破电动汽车行星齿轮的制造瓶颈:车齿+滚齿,
2025-11-19 -

埃马克ELC 6i 激光焊接系统:一体化紧凑方案,
2025-11-14 -
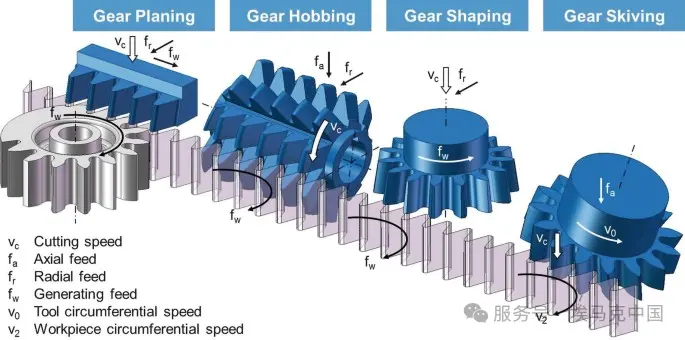
生产工程师指南:滚齿、刮齿与强力车齿——三大
2025-11-06 -

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30
编辑推荐





最新资讯
-
演绎“毫米之舞”,比亚迪叉车赋能东
2025-11-26 11:59
-
旭化成四度亮相进博会 以材料创新锚
2025-11-26 10:23
-
金杯纯电双子星,重塑商用车实用标杆
2025-11-24 09:27
-
2026第二十一届上海国际汽车内饰与外
2025-11-24 08:10
-
一电动汽车零部件项目封顶!总投资超
2025-11-21 08:54