
钛合金异形曲轴零件的A轴回转加工定位技术
微信公众号

针对异形曲轴零件数控铣削加工中存在的夹持不稳、尺寸偏离及装夹繁琐问题,从零件结构和材料特性入手进行工艺分析,通过夹具设计和工艺过程优化,创新性地采用A轴回转加工定位技术和强力弹性卡簧全包围夹持方法,解决了曲轴加工中的技术难题,形成了一套稳定可靠的技术方案。
01 序言
程序轴是某型弹射救生座椅起动机构的重要件,由于数控加工难度大,因此进一步完善工艺方法对技术性能达标起重要作用。
02 程序轴工艺特点
程序轴的主要功能是依产品秩序起动各个机构动作,产生应有的救生防护功能,其工艺特点如下。
1)程序轴的材料为TC11模锻件,热处理后屈服强度(1150±100)MPa,其高黏度和高韧性的特性不适合高速切削。
2)程序轴为具有不规则回转结构的异形曲轴,表面余量较大,结构强度不高,不适合大深度切削。
3)工艺路线较长,共80道工序、89个设计尺寸,主要功能尺寸由数控车削、数控铣削保证。
4)3道数控铣削工序,加工内容为起动控制功能的空间高精度尺寸,共52个尺寸,如图片mm、φ图片mm、110°、±30′和图片mm,以及同轴度φ0.2mm、对称度0.04mm等。
5)数控铣削工序分3个工步装夹加工完成。A轴工序装夹如图1所示。

图1 A轴工序装夹
6)数控铣削生产操作过程繁琐,加工中工件容易受力旋转,较难满足技术要求。
03 数控铣削加工难度分析
零件结构如图2所示。经分析,数控铣削的加工难度如下。
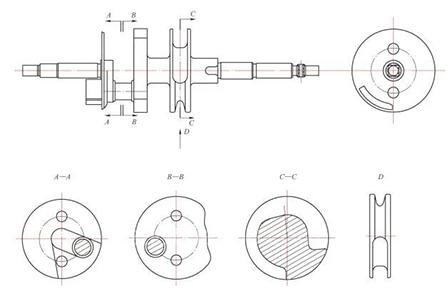
图2 零件结构
1)数控铣削内容分为30、40、45工序,零件的工艺精度要求高,曲轴结构的工艺强度不高,零件的装夹定位难度较大。
2)钛合金材料的切削性能较差,模锻件材质的黏度、韧性更高[1],要求切削力与夹持力具有较好的技术匹配性。
3)由于零件设计要求高,定位点选择与工艺过程精度必须具备完全相关性,因此完成难度大。
- 下一篇:吊钩螺母工艺分析和改进
- 上一篇:螺纹计算公式
-
生产工程师指南:滚齿、刮齿与强力车齿——三大
2025-11-06 -

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30 -

埃马克VLC 450 DG:为涂层制动盘磨削而生的高效
2025-10-30 -

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29
编辑推荐





最新资讯
-
生产工程师指南:滚齿、刮齿与强力车
2025-11-06 08:28
-
奇瑞捷豹路虎授予杜尔双项团体奖,常
2025-11-06 08:19
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23