
对角磨削:曲轴的完整加工
2020-05-14 15:38:53· 来源:埃马克
微信公众号

埃马克曲轴磨削工艺汽车制造面临着提高精度、降低成本和提高效率的压力,这同样也影响了例如曲轴等高度复杂的工件的生产。另外,由于高度集成的发动机不断增长的功率特性高压缩发动机的比功率不断提高,许多制造商不得不更稳定和精确地生

埃马克曲轴磨削工艺
汽车制造面临着提高精度、降低成本和提高效率的压力,这同样也影响了例如曲轴等高度复杂的工件的生产。另外,由于高度集成的发动机不断增长的功率特性高压缩发动机的比功率不断提高,许多制造商不得不更稳定和精确地生产这类部件。这一发动机的核心部件理论上每一处都有完美的表面。但这又是对一个有着高抗拉强度的曲轴非常苛刻的要求。
提高了作为整体加工工艺的步伐
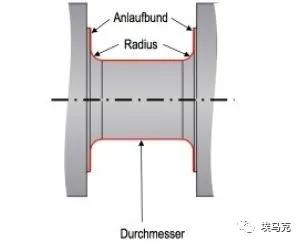
由于工件在加工过程中会释放本身内部的应力并导致工件尺寸变化,因此这种全面的磨削工艺目前仍然非常耗时。通常这类加工工序需要分为粗磨和精磨。而传统的磨削方法会导致砂轮高度磨损,因为圆角与侧肩之间的过渡段会使刀具负载严重。
如何通过新的解决方案来改善砂轮磨损严重的问题以及优化因工序拆分而导致的节拍时间延长的问题?埃马克公司的磨削专家所提出的对角磨削方法便是一种合适的解决方案,可以更快速地在曲轴的主轴颈和连杆颈上完成高难度的磨削任务,更具成本效益。主轴颈可通过一个多阶段加工步序(从粗加工、精加工到超精加工和光磨)获得完美、平行的表面,而比较粗的轴肩加工所需的加工步骤少得多。
最重要的是,工件在加工过程中会以特定方式变形,从而影响磨削中所产生的力。具体来说:实施轴颈上的圆角加工时大大减少磨削力是在大大降低的,以防止轴的变形太大。另一方面而在轴肩加工过程中,轴向上的变形可以忽略不计。相反,较高的接触压力往往会导致过热,因此砂轮磨损会更快。

▷ 埃马克曲轴磨床 PMD 320
精确控制速度和运动
针对不同的加工条件,对角磨削采用了一种全新的全面磨削工艺。磨削速度和轴的运动彼此独立控制各个子程序都精确控制。另一方面,磨削专家还最终成功地大大缩短了曲轴的加工时间。
例如,预磨连杆轴颈、主轴颈和止推轴承的时间比现目前经常使用的两次切入磨削方法要快约三分之一。一个带七轴颈曲轴的磨削工艺以前长达 35 分钟,而现在只需要 20 分钟。另一方面,由于砂轮圆角的负载方式不同,刀具成本也有所下降。加工每个部件时的刀具损耗减少约三分之一。
▷ 埃马克对角磨削工艺
汽车生产的典范
埃马克这一创新目前主要应用于商用车辆和货运车辆的生产,在这一领域,曲轴的质量要求尤其高。卡车发动机的运行时间极长,因此其曲轴必须非常稳定。
但对于乘用车来说,轴颈表面和圆角的组合磨削也变得越来越重要。在许多高性能发动机中,作用于曲轴上的力也越来越大。在这种情况下,必须对每个细节采用综合的磨削工艺至关重要。基于这个对角磨削埃马克今天已经可以把这个高效的技术付诸应用。埃马克工程师还希望能将这一竞争优势应用到其他部件上。比如凸轮轴和齿轮轴也能以类似方式从对角磨削工艺中获益。
举报 0
收藏 0
分享 146
-

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29 -

强强联合,共谋新篇:埃马克集团与重庆三友集团
2025-09-24 -

精度±微米,节拍7秒——埃马克VST 50的球头车
2025-07-09 -

专家访谈:埃马克 OCTG 加工的技术密钥与生产之
2025-06-25
编辑推荐





最新资讯
-
13场特邀报告:名家大咖汇聚 共襄学
2025-10-23 11:31
-
采埃孚售后“2025双十一”宠粉盛典温
2025-10-22 16:56
-
整机大厂确认参会,深圳电机参会指南
2025-10-22 11:39
-
狭路相逢,比亚迪座驾前移车怎样出奇
2025-10-21 14:25
-
一汽项目落户连云港,投资38.6亿!
2025-10-21 08:20