
最全的曲轴生产制造工艺过程
2018-04-24 10:41:02· 来源:AI制造
微信公众号

曲轴是引擎的主要旋转机件,是发动机的动力源,今天小编为大家推荐一篇曲轴的生产制造工艺,值得收藏!
曲轴是引擎的主要旋转机件,是发动机的动力源,今天小编为大家推荐一篇曲轴的生产制造工艺,值得收藏!
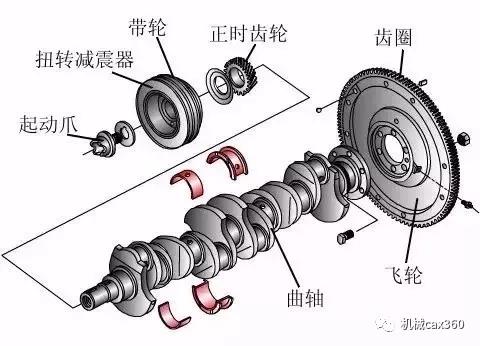
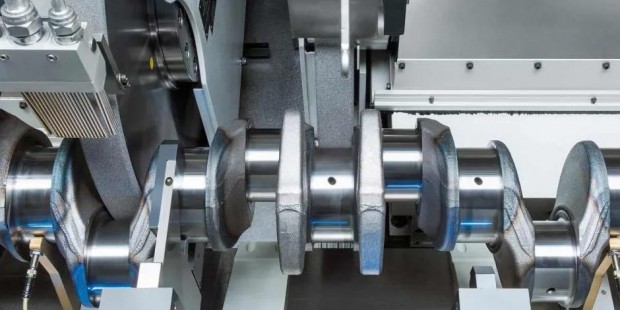
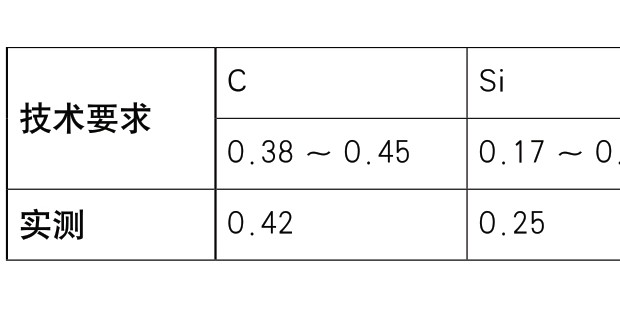
曲轴是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈(还有其他)。主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
曲轴的润滑主要是指与连杆大头轴瓦与曲轴连杆颈的润滑和两头固定点的润滑,曲轴的旋转是发动机的动力源,也是整个机械系统的源动力。
曲轴的工作原理
曲轴是发动机中最典型、最重要的零件之一,其功用是将活塞连杆传递来的气体压力转变为转矩,作为动力而输出做功,驱动器他工作机构,并带动内燃机辅助装备工作。
曲轴加工工艺
虽然曲轴的品种较多,结构上一些细节有所不同,但加工工艺过程大致相同。

主要工艺介绍
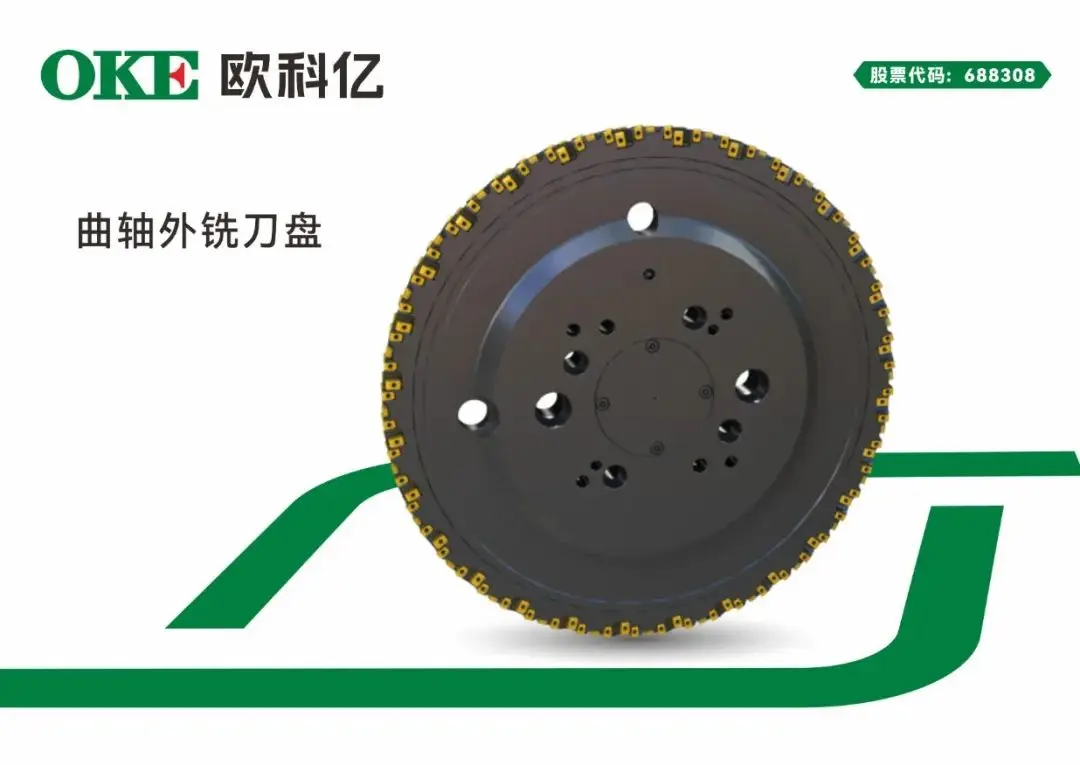
(1)曲轴主轴颈及连杆颈外铣加工
在进行曲轴零件加工时,由于圆盘铣刀本身结构的影响,刀刃与工件始终是断续接触,有冲击。因此,机床整个切削系统中控制了间隙环节,降低了加工过程中因运动间隙产生的振动,从而提高了加工精度和刀具的的使用寿命。
(2)曲轴主轴颈及连杆颈磨削
跟踪磨削法是以主轴颈中心线为回转中心,一次装夹依次完成曲轴连杆颈的磨削加工(也可用于主轴颈磨削),磨削连杆轴颈的实现方式是通过CNC控制砂轮的进给和工件回转运动两轴联动,来完成曲轴加工进给。跟踪磨削法采用一次装夹、在一台数控磨床上依次完成曲轴主轴颈和连杆颈的磨削加工,能有效地减少设备费用,降低加工成本,提高加工精度和生产效率。
(3)曲轴主轴颈、连杆颈圆角滚压机床
应用滚压机床是为了提高曲轴的疲劳强度。据统计资料表明,球墨铸铁曲轴经圆角滚压后的曲轴寿命可提高120%~230%;锻钢曲轴经圆角滚压后寿命可提高70%~130%。滚压的旋转动力来源于曲轴的旋转,带动滚压头中的滚轮转动,而滚轮的压力是由油缸实施的。
发动机主要受力零件曲轴其疲劳破坏最常见的是金属疲劳破坏,即弯曲疲劳破坏和扭转疲劳破坏,前者的发生概率大于后者。弯曲疲劳裂纹首先产生在连杆轴颈(曲柄销)或主轴颈圆角处,然后向曲柄臂发展。扭转疲劳裂纹产生于加工不良的油孔或圆角处,然后向与轴线成 方向发展。金属疲劳破坏是由于随时间周期性变化的变应力作用的结果。曲轴破坏的统计分析表明,80%左右是弯曲疲劳产生的。
曲轴断裂的主要原因
(1)机油长期使用变质;严重的超载、超挂,造成发动机长期超负荷运行而出现烧瓦事故。由于发动机烧瓦,曲轴受到严重磨损。
(2)发动机修好后,装车没经过磨合期,即超载超挂,发动机长期超负荷运行,使曲轴负荷超出容许的极限。
(3)在曲轴的修理中采用了堆焊,破坏了曲轴的动力平衡,又没有做平衡校验,不平衡量超标,引起发动机较大的振动,导致曲轴的断裂。
(4)由于路况不佳,车辆又严重超载超挂,发动机经常在扭振临界转速内行,减振器失效,也会造成曲轴扭转振动疲劳破坏而断裂。
曲轴的维修注意事项
(1)在曲轴修理过程中,应仔细检查曲轴有无裂纹、弯曲、扭曲等缺陷,和主轴瓦与连杆轴瓦的磨损情况,保证主轴颈与主轴瓦、连杆轴颈与连杆轴瓦之间的配合间隙在允许范围之内。
(2)曲轴裂纹多发生在曲柄臂与轴颈之间的过渡圆角处,以及轴颈中的油孔处。
(3)维修装复曲轴时应保证飞轮的运转平衡。
(4)内燃机发生了烧瓦、捣缸等重大事故后,要对曲轴进行全面的检修。
曲轴是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈(还有其他)。主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
曲轴的润滑主要是指与连杆大头轴瓦与曲轴连杆颈的润滑和两头固定点的润滑,曲轴的旋转是发动机的动力源,也是整个机械系统的源动力。
曲轴的工作原理
曲轴是发动机中最典型、最重要的零件之一,其功用是将活塞连杆传递来的气体压力转变为转矩,作为动力而输出做功,驱动器他工作机构,并带动内燃机辅助装备工作。
曲轴加工工艺
虽然曲轴的品种较多,结构上一些细节有所不同,但加工工艺过程大致相同。
主要工艺介绍
(1)曲轴主轴颈及连杆颈外铣加工
在进行曲轴零件加工时,由于圆盘铣刀本身结构的影响,刀刃与工件始终是断续接触,有冲击。因此,机床整个切削系统中控制了间隙环节,降低了加工过程中因运动间隙产生的振动,从而提高了加工精度和刀具的的使用寿命。
(2)曲轴主轴颈及连杆颈磨削
跟踪磨削法是以主轴颈中心线为回转中心,一次装夹依次完成曲轴连杆颈的磨削加工(也可用于主轴颈磨削),磨削连杆轴颈的实现方式是通过CNC控制砂轮的进给和工件回转运动两轴联动,来完成曲轴加工进给。跟踪磨削法采用一次装夹、在一台数控磨床上依次完成曲轴主轴颈和连杆颈的磨削加工,能有效地减少设备费用,降低加工成本,提高加工精度和生产效率。
(3)曲轴主轴颈、连杆颈圆角滚压机床
应用滚压机床是为了提高曲轴的疲劳强度。据统计资料表明,球墨铸铁曲轴经圆角滚压后的曲轴寿命可提高120%~230%;锻钢曲轴经圆角滚压后寿命可提高70%~130%。滚压的旋转动力来源于曲轴的旋转,带动滚压头中的滚轮转动,而滚轮的压力是由油缸实施的。
发动机主要受力零件曲轴其疲劳破坏最常见的是金属疲劳破坏,即弯曲疲劳破坏和扭转疲劳破坏,前者的发生概率大于后者。弯曲疲劳裂纹首先产生在连杆轴颈(曲柄销)或主轴颈圆角处,然后向曲柄臂发展。扭转疲劳裂纹产生于加工不良的油孔或圆角处,然后向与轴线成 方向发展。金属疲劳破坏是由于随时间周期性变化的变应力作用的结果。曲轴破坏的统计分析表明,80%左右是弯曲疲劳产生的。
曲轴断裂的主要原因
(1)机油长期使用变质;严重的超载、超挂,造成发动机长期超负荷运行而出现烧瓦事故。由于发动机烧瓦,曲轴受到严重磨损。
(2)发动机修好后,装车没经过磨合期,即超载超挂,发动机长期超负荷运行,使曲轴负荷超出容许的极限。
(3)在曲轴的修理中采用了堆焊,破坏了曲轴的动力平衡,又没有做平衡校验,不平衡量超标,引起发动机较大的振动,导致曲轴的断裂。
(4)由于路况不佳,车辆又严重超载超挂,发动机经常在扭振临界转速内行,减振器失效,也会造成曲轴扭转振动疲劳破坏而断裂。
曲轴的维修注意事项
(1)在曲轴修理过程中,应仔细检查曲轴有无裂纹、弯曲、扭曲等缺陷,和主轴瓦与连杆轴瓦的磨损情况,保证主轴颈与主轴瓦、连杆轴颈与连杆轴瓦之间的配合间隙在允许范围之内。
(2)曲轴裂纹多发生在曲柄臂与轴颈之间的过渡圆角处,以及轴颈中的油孔处。
(3)维修装复曲轴时应保证飞轮的运转平衡。
(4)内燃机发生了烧瓦、捣缸等重大事故后,要对曲轴进行全面的检修。

编辑推荐





最新资讯
-
陶氏公司与瑞高新材料达成战略合作,
2025-11-06 14:40
-
11月14日苏州大功率电源盛会即将启幕
2025-11-06 11:14
-
生产工程师指南:滚齿、刮齿与强力车
2025-11-06 08:28
-
奇瑞捷豹路虎授予杜尔双项团体奖,常
2025-11-06 08:19
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03