
超实用!数控加工刀具的选择技巧与禁忌
微信公众号

刀具结构与选择
(1) 刀具的结构 刀具按其结构形式不同可分为整体式、焊接式、机夹式及机夹可转位式, 如图1所示。近年来, 纯粹的机夹式刀具已不多见, 市场几乎由机夹可转位式刀具统治。
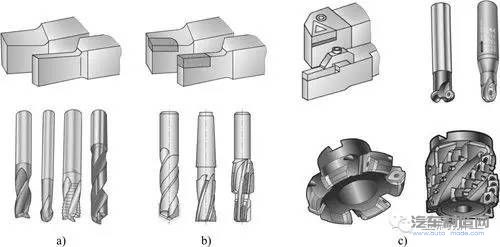
图1 刀具的结构形式
a) 整体式车、铣刀 b) 焊接式车、铣刀 c) 机夹可转位式车、铣刀
(2) 选择技巧与禁忌
1) 刀具的结构形式与刀具材料有关。高速钢材料多制作成整体式结构, 而硬质合金材料多制成机夹式与焊接式结构。
2) 刀具的结构形式与切削刃的复杂程度有关。一般切削刃复杂时多采用整体结构, 如螺旋容屑槽的立式铣刀、麻花钻和铰刀等多制成整体式结构, 硬质合金的焊接式刀具的切削刃尽可能做成直槽或较小的螺旋角。机夹式刀具刀片的切削刃一般制作得较为简单。
3) 刀具的结构形式与刀具的结构尺寸有关。小型的刀具一般做成整体式, 而较大尺寸的刀具一般做成机夹式, 如面铣刀多为机夹可转位式。
4) 刀具的结构形式与生产纲领有关。单件或单件小批量生产可以考虑用整体式刀具,批量生产尽可能使用机夹可转位刀具。
5) 整体式刀具损坏更换新刀具时换刀与调整时间较长, 而机夹可转位式刀具的转位与更换时间较短, 且基本不用重新调整, 只需改变刀具补偿值就可很快调整至满足要求, 因此, 数控加工建议尽可能采用机夹可转位的结构形式。
6) 焊接式刀具由于存在焊接内应力, 且刀具报废后刀杆基本不重复使用, 因此实际生产中尽可能少用这种形式。
刀具切削部分的材料与选择
按刀具结构, 任何刀具基本上可分为两部分: 刀头与刀体(或刀杆)。刀体(或刀杆)多采用价格稍便宜的合金工具钢或优质碳素结构钢, 而刀头是直接参与切削的部分, 其材料选择是加工者最感兴趣的内容。
1. 刀具切削部分的常用材料
刀具切削部分的常用材料有高速钢和硬质合金。另外, 超硬的陶瓷材料、立方氮化硼、金刚石等也有所应用。刀具涂层技术近年来应用较为普遍, 取得了较好的效果。
(1) 高速钢 高速钢是在合金钢中加入较多的钨、铬、钼和钒等合金元素的一种刀具材料。应用较为广泛的是W18Cr4V, 这种钢有较好的综合性能, 可制造各种复杂的刀具,在国内应用较为广泛。W6Mo5Cr4V2 是增加了钼减少了钨元素的一种高速钢, 其抗弯强度和冲击韧度都高于W18Cr4V, 并具有较好的热塑性和磨削性能, 适合制作抵抗冲击的刀具。
另外, 针对一些特殊要求还开发出了部分高性能高速钢材料。
(2) 硬质合金 硬质合金是由硬度和熔点很高的金属碳化物(碳化钨WC、碳化钛TiC、碳化钽TaC、碳化铌NeC 等) 和金属粘结剂(钴Co、镍Ni、钼Mo 等) 以粉末冶金的方式烧结而成的一种高性能刀具材料。常用的硬质合金材料有钨钴类(YG 类)、钨钴钛类(YT 类) 和通用硬质合金类(YW 类) 三大类, 对应ISO 标准的K、P、M 类硬质合金。TG类硬质合金适合加工铸铁及有色金属材料, YT 类硬质合金适合加工碳钢或合金钢类的材料,而YW 类硬质合金可加工铸铁、有色金属和钢料等。
(3) 超硬类材料 随着加工技术的发展, 人们研究出许多超硬的刀具材料, 如陶瓷、立方氮化硼(CBN)、聚晶立方氮化硼(PCBN) 和金刚石。这些刀具材料多用于特殊场合,如高速切削、干切削、难加工材料的切削、以车代磨等。这些材料的价格一般较高, 且切削参数与过程不易掌握, 对机床的刚性与切削速度甚至刀具刃磨等都有一定要求, 常规加工中应用不多。
(4) 刀具涂层 刀具表面涂层是提高刀具性能的重要方法之一, 近年来应用较为广泛。
常用的涂层材料有碳化钛TiC、氮化钛TiN 和三氧化二铝Al2O3, 单层涂层刀片使用较少,一般都采用TiC-TiN 双层复合涂层或TiC-Al2O3-TiN 三层复合涂层的技术。硬质合金刀片表面涂层处理后其刀具寿命可提高数倍。涂层技术不仅用于硬质合金刀片等, 还在高速钢整体式铣刀或钻头的切削部分有所应用。
2. 选择技巧
1) 机夹可转位刀具是数控加工首选的刀具, 因此, 刀具材料一般优先选择硬质合金刀具材料, 如果可能的话, 尽量选择涂层刀片。
2) 对于可能涉及自行修磨的刀具, 主要选择高速钢刀具材料。
3) 如有特殊需要可考虑选择超硬类刀具材料, 必要时, 必须先进行工艺试验。
4) 尽可能选择行业内有一定影响力的品牌刀具, 且尽量固定使用某一品牌, 这对于掌握刀具材料的性能、充分发挥刀具材料的性能有帮助。
-

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30 -

埃马克VLC 450 DG:为涂层制动盘磨削而生的高效
2025-10-30 -

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29 -

强强联合,共谋新篇:埃马克集团与重庆三友集团
2025-09-24
编辑推荐





最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43