
汽车制造领域瑞士车床的特点
微信公众号


图1 在购买一个像这样的复杂瑞士式车床之前, VTD系统公司从一台更基本的、自动换刀装置较少的瑞士式机开始。这样,学习
图1 在购买一个像这样的复杂瑞士式车床之前, VTD系统公司从一台更基本的、自动换刀装置较少的瑞士式机开始。这样,学习曲线不至于太陡峭或太难对付
车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造、汽车制造和修配工厂中使用最广的一类机床。
越来越多的小批量定制件加工厂认识到,多功能的瑞士式车床(Swiss-type)可以提高他们的竞争力。这家位于俄亥俄州的工厂向大家解释了如何引进了第一批瑞士式车床,并共享他们这一路走来所学到的东西。
许多螺杆加工厂在几年前瑞士式车床刚推出时就首先引进了它们。这些厂本来是用凸轮驱动螺杆机来生产零部件的,因为该设备提供了高速度、高可靠性和高容量的工作效率。而数控瑞士式车床则为这些工厂增添了灵活性,以生产小批量的精密车削件。
如今,许多小批量定制件加工厂都在以数控瑞士式车床充实自己的传统铣削和车削设备。这主要是因为该机床既能车又能铣。这样就可以一次性完成复杂的零件加工,而不必在多台机床上反复搬运。
俄亥俄州伊利里亚市的VTD系统就是这样的一家工厂。该公司总裁Robert Vilagi Jr.先生相信瑞士式车床会帮助他在此领域异军突起,果不其然。他承认,虽然加强瑞士式滑动主轴箱机床平台是他最具挑战性的尝试,然而,这也可以说是他最好的业务决策。他的两台瑞士式车床已帮助他赢得了新客户,并从现有的业务获得了更多的业务量。事实上,这两台机床目前已经十分忙碌,以至于他很快就会再购买第三台。
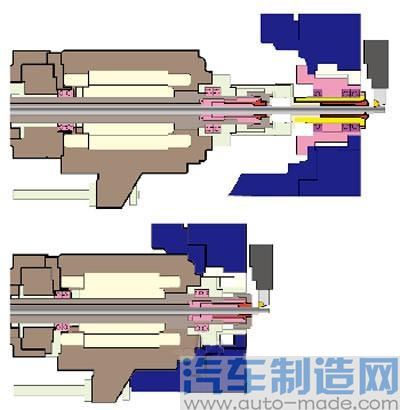
图2 在一台典型的瑞士式(滑动主轴箱)车床中,棒料是靠一个非常靠近刀具的导套支持的。切削力被导套吸收,防止工件变形。这一点对于长度与直径之比超过3:1的细长工件尤其重要。然而,VTD公司所购买的第一台瑞士式机,却是可以拆除导套组件的,这样,就与普通车床类似,可以粗车和精车短型工件。另一图显示拆掉了导套单元的机器在装夹后的情况
Vilagi先生和他工厂的主管Kirk Filker先生讲述了他们在引进瑞士式车床过程中所遭遇的挑战,并揭示了他们这一路走所学到的一些东西。
瑞士式车床的引进
17年前,Vilagi先生在一个很小的出租厂房里创建了VTD系统公司,使用手动机械制造工具和模具。今天,他拥有了10台数控机床——5台立式加工中心(VMC)、1台卧式加工中心(HMC)、2台车削中心和2台瑞士式车床,安装在他于2004年建立的面积达9000ft2(1ft2=0.09m2)的厂房里。该厂加工从塑料到不锈钢的各种材料。它的主要服务对象是汽车、航空、医疗、军事和工业设备客户。这个20人的公司自成立以来每年的增长率都在10%~20%,2010年也不例外。
图3 此SS32是该厂较新和较大的瑞士式车床,可容纳棒料直径达32mm
此前,VTD系统的高产车床是一台具有棒料自动进给器的数控车床。那台机器在批量达数百件而无需铣削或工件都相当大时,仍然是一个不错的选择。但现在,厂里主要靠两台瑞士式车床承担车削生产的大量工作。
瑞士式车床是不同于车削中心的品种。它们的工作方式是把工件带给刀具,而不是让刀具去靠近工件。
他们使用棒料夹头夹持和移动棒料,并用导套支持棒料。刀具在Z轴固定不动,而由夹头推动棒料穿过导套并经过刀具。该导套给棒料提供了非常接近切削点的支持,这样,细长工件便可以在没有变形或振动的情况下进行加工。
三年前Vilagi先生买了他的第一台瑞士式机床,是从REM Sales公司购买的津上(Tsugami)BE20型,其加工棒料最大直径为20mm。(康涅狄格州温莎镇的REM Sales是津上机在北美的独家进口商。)

图4 此BE20是厂里的第一台瑞士式车床。它具有灵活性,可带导套或不带导套运作
他选择这种机床有几个原因。首先,它在瑞士式车床中是一种相对简单的机型。它的正主轴上有三个自动换刀站,方便钻铣操作,但在副主轴上没有。其次,此机器是“可转换型”的,意思是导套单元可以拆下来,让机床来执行像普通车床那样的车削操作。
Filker先生的任务是学习BE20的编程和操作。虽然这位已工作了30年的老员工具有铣和车的丰富经验,却从来没有同瑞士式车床打过交道。基本的机床功能并没有把他难倒,然而,编程却是最大的挑战,因为两套程序同时操控正主轴和副主轴上的运作。Filker先生说,关键是要协调程序,使它们在不互相干扰的同时,平衡好正主轴和副主轴之间的工作。当需要避免因同时进行的运作而发生的干扰时,M500等待代码用来暂停程序。该厂最近升级了其GibbsCAM软件以支持瑞士式车床,这将加快编程速度。
图5 这是一些该厂用带导套的瑞士式造出的零件样品。它们往往是细长的
Filker先生还必须开始以各种方式研究工件。一些长型的复杂零件必须分段。这是因为一旦开始加工,棒料就不可能撤回到导套里太多。这使得生产梯形螺纹之类具有复杂轮廓的零件颇具挑战性,因为每一段必须完美地融合在一起。段的长度取决于导套支持面的长度。
什么情况下要使用导套?
在BE20机上完成的工作中大约有80%使用了导套。尽管如此,卡盘选项还是提供了一些优势。例如,它无需购买昂贵的、磨过的棒料,这在使用导套时通常都是需要的。磨过的棒料成本是冷拉料的四倍。此外,这样做,厂里每根棒料的使用率会比较高。使用导套时,未被使用的棒料残余是10in(1in=2.54cm),但在机床作为卡盘机床使用时,只有4~5in。大部分余料被回收,但也有一些还能用于厂里常规车削中心的加工任务。
Filker先生说,把BE20导套模式转变到卡盘模式大约需要3h。导套组件不用时,保存在机床内部。该厂根据是否需要用导套来把各项工作分组,以尽量减少转变机床功能的次数(通常每月改机一次)。
图6 在BE20机上以卡盘模式造出的较短零件
用不用导套由工件的几何形状而定。基本上,加工粗短的零件可以不要导套。而对于长度与直径比大于3:1的细长零件则应使用的导套,因为对套管所提供的支持就在切削点上。
学到了什么
该厂的第二台瑞士式机床,是在有了第一台一年多后购买的,是一种较大的津上SS32机型。它提供32mm的棒料加工能力和11个自动换刀站(正主轴和副主轴均有自动换刀功能)。若要完整加工那些较大型的和需要较大量铣削、钻孔作业的工件来说,用SS32型是方便多了。Vilagi先生说,他之所以决定通过Technical Equipment Sales再购买一台津上机器,原因之一是经销商能为困难项目提供及时的服务和技术支持。他指出,这种良好的关系为其工厂的成功和提高竞争力作出了巨大贡献。这种关系也反映了该厂为客户提供服务的重点。

图7 编程对于不熟悉瑞士式车床的厂来说简直是个挑战,因为它要求高效管理两套程序同时控制正主轴和副主轴的运行。重要的是要协调好程序,以便它们不会互相干扰(左)
虽然VTD系统一直在继续完善其瑞士式的加工工艺,它也为其他可能正在考虑购买“瑞士式”的工厂提供以下建议:
(1)最好是从简单的开始。由于该厂没有瑞士式的经验,它首先购买了相对基本型的机器,以初试身手。BE20机只在正主轴有3个换刀站,却也有足够的多功能性,而且不会过于复杂或难以应付。
(2)考虑一个可转换型的。该厂在BE20机上的第一项任务不需要用导套单元。通过让机器进行常规车削操作,厂里员工可以在学习交替加工平台细枝末节的同时感受到与瑞士式打交道的轻松愉快。
(3)认识到其实您可以通过导套加工非磨棒料。起初,该厂在用导套进行加工时,只采用磨过的棒料。但后来它发现一些棒料供应商坚持说其典型的冷拉棒料有足够的精度穿过导套。此外,一些导套供应商也提供超大型导套,调整后可容纳略微超尺寸的棒料。例如,一个半英寸的棒料,可能有0.503~0.499in的直径公差。如果一个测量为0.503in的棒料要穿过一个标准的0.5in导套,那就可能出现麻烦。但使用0.505in的导套,把它调低以适合0.503in的棒料却是有可能的。这种策略可以使工厂在价格上更具竞争力,因为它的材料成本较低。

图8 VTD公司在购买瑞士式车床之前,从来没有加工过非常小的零件。操作工必须熟悉小零件和使用如显微镜等替代性检测设备,从而变得轻松自如(右)
(4)检查您的压缩空气供应。VTD系统目前有一个15hp(1hp=0.746kW)的空气压缩机,为其厂房里的所有机器服务。维拉奇先生说,他将很快把它升级到25hp的型号,因为瑞士式车床往往比其他机床需要更多的压缩空气。
(5)招聘有车床操作经验的潜在新员工。在考察瑞士式车床的潜在操作工时,要优先考虑有数控车床经验者,而非较熟悉铣床者。有车工经验者更适合成为操作瑞士式的人选,因为他们对坐标轴的定向有更好的感觉。
(6)找一家能与您合作的刀具销售商。刀具销售商各不相同,但很值得去确定一家能努力去了解您的公司及其需求的。通过让他在您公司的成功中有既得利益,他必将能确定如何帮助您改进工艺流程,使您成为一个更高效的零件供应商。
(7)让客户知道瑞士机床的优势所在,在汽车制造领域的优势所在。
-

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30 -

埃马克VLC 450 DG:为涂层制动盘磨削而生的高效
2025-10-30 -

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29 -

强强联合,共谋新篇:埃马克集团与重庆三友集团
2025-09-24
编辑推荐





最新资讯
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35