
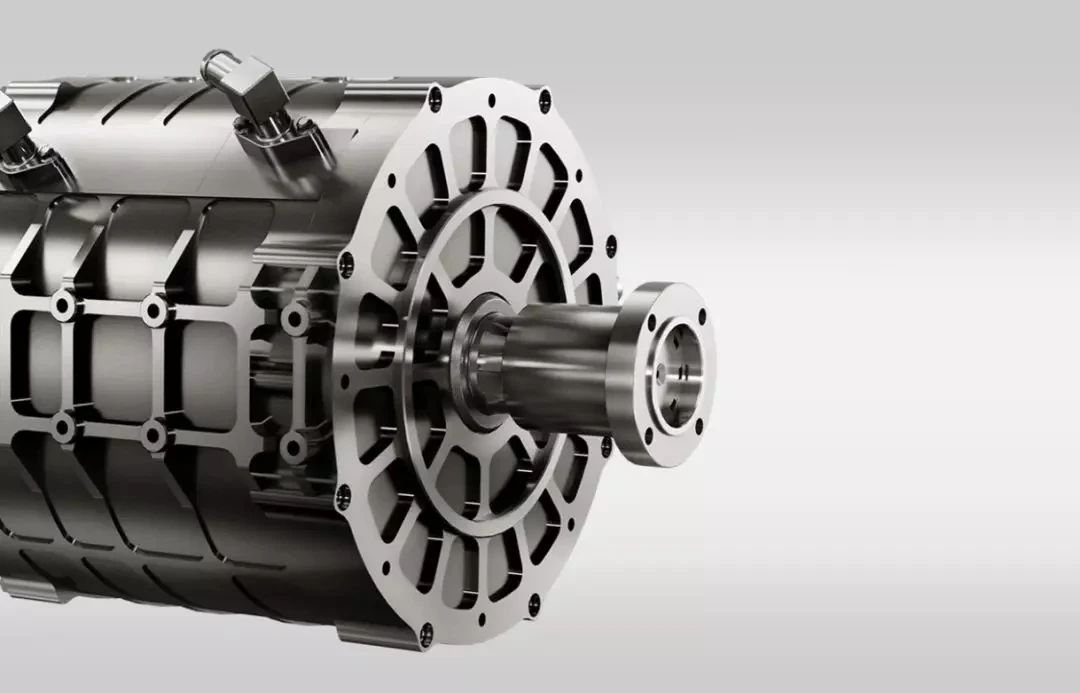
新能源汽车电机定子铁心的焊接工艺
微信公众号

焊接前的准备工作
首先,在使用新能源汽车电机电子铁心激光焊接技术前,需要对设备进行全面的检查和维护。包括检查激光焊接设备的各项参数是否正常,如激光功率、激光束质量等;同时还要检查焊接机器人的运行状态、传感器的准确度和焊接工具的完好性。只有确保设备正常运行,才能保证焊接过程的稳定性和焊接质量的可靠性。
其次,在进行新能源汽车电机电子铁心激光焊接技术前,需要进行充分的材料准备。包括选择适合的硅钢材料、工具和辅助材料,并对其进行质量检测和处理。在选择焊接材料时,需要考虑其导电性、热导率和耐腐蚀性等因素,以确保焊接接头的稳定性和可靠性。同时,还要配备合适的工具和辅助材料,如夹具、钨针、保护气体等,以便在焊接过程中进行辅助固定和保护。除此之外,在进行新能源汽车电机电子铁心激光焊接技术前,需要进行详细的工艺规程制定和优化。包括确定焊接参数、设定焊接路径和规定焊接顺序等。
焊接参数的确定需要考虑到焊接材料的性质、焊接接头的形状和尺寸等因素,以确保焊接过程的稳定性和焊接接头的质量。焊接路径的设定需要充分考虑焊接接头的形状、尺寸和定位,以确保焊接路径的合理性和焊接接头的完整性。焊接顺序的规定需要考虑到焊接产品与工装连接处的熔合关系,一般工装与激光焊连接处镶上紫铜接头,由于熔点不一致,有效避免与工装的熔合问题,保证焊接接头的可靠性。
焊接过程中的参数控制
参数控制方法在新能源汽车电机电子铁心激光焊接技术的运用中起着重要的作用。通过合理的参数控制方法,可以达到精确控制焊接质量的目的,提高焊接效率、降低能源消耗,减少气孔的产生从而推动新能源汽车产业的发展。
首先,要实现新能源汽车电机电子铁心激光焊接技术的参数控制,需要对焊接过程中的各项参数进行准确测量和控制。这些参数包括激光功率、焊接速度、激光束直径等。激光功率是影响焊接质量的重要参数之一,过高或过低的激光功率都会导致焊接缺陷的产生。因此,在参数控制方法中,需要通过精确的功率测量仪器来实时监测激光功率,并根据焊接要求进行调整。焊接速度也是非常关键的参数,过快或过慢的焊接速度都会对焊接质量产生不利影响。
因此,在参数控制方法中需要通过精确的速度控制装置来实时调整焊接速度,以保证焊接质量的稳定。同时,激光束直径也需要通过光学系统进行精确控制,以确保焊接点的精确位置和焊接线的质量。
其次,新能源汽车电机电子铁心激光焊接技术的参数控制方法还需要考虑熔池形成与稳定的问题。熔池形成与稳定是焊接质量的关键因素之一。为了实现熔池的准确形成与稳定,需要在参数控制方法中加入适当的焊接速度和功率控制策略。通过控制焊接速度和功率,可以有效控制熔池的形成深度和宽度,并且保持熔池的稳定状态。同时,在参数控制方法中还需要考虑焊接机器人的运动控制,以确保焊接路径的准确性和稳定性,从而进一步优化焊接质量。
最后,新能源汽车电机电子铁心激光焊接技术,新能源汽车电机电子铁心激光焊接技术的参数控制方法还需要考虑材料的性质和焊接环境的影响。不同材料的熔点、导热系数等性质差异很大,因此在参数控制方法中需要考虑这些因素,并根据材料的特性进行相应的调整。同时,焊接环境中的温度、湿度等因素也会对焊接质量产生较大影响,因此需要在参数控制方法中加入温湿度监测和控制装置,以保证焊接环境的稳定和适宜。
焊接后的质量检测
焊接后质量检测是为了确保焊接接头的完整性、牢固性和耐久性,以及材料的均匀性和内部缺陷的检测。介绍几种常见的焊接后质量检测方法:
外观检测。外观检测是最常见也是最简单的一种方法。通过目视观察焊接接头的外观,检测是否存在焊缝未焊透、焊接接头存在明显缺陷、焊接位置偏移、上料旋转叠压的角度等情况。外观检测采用拍照追踪对比技术及经验丰富的焊接工人检查即可完成。
尺寸检测。尺寸检测是通过测量焊接接头的尺寸,来判断焊接是否符合设计要求。尺寸检测可以使用各种测量工具,如自动线CCD与三坐标结合。通过对焊接接头的几何尺寸进行测量和比较,可以判断焊接接头是否满足标准要求。
无损检测。无损检测是一种通过检测材料内部缺陷的方法,它不会对材料的完整性造成破坏。常见的无损检测方法有超声波检测、射线检测和磁粉检测等。这些方法可以检测焊接接头中可能存在的裂纹、气孔、夹渣等缺陷,提高焊接接头的质量。
机械性能测试。机械性能测试是通过对焊接接头进行拉伸、弯曲、压缩等力学性能测试,来评估焊接接头的强度和可靠性。机械性能测试需要使用专门的测试设备,如万能试验机等。通过对焊接接头进行机械性能测试,可以确定焊接接头是否能够承受额定的工作载荷。
- 下一篇:B柱高强度钢热冲压工艺流程
- 上一篇:新能源汽车高节拍总装工厂规划与实践
-
汽车车身焊接技术任务
2025-05-29 -

镁合金汽车焊接技术攻坚
2025-05-29 -

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10
编辑推荐





最新资讯
-
陶氏公司与瑞高新材料达成战略合作,
2025-11-06 14:40
-
11月14日苏州大功率电源盛会即将启幕
2025-11-06 11:14
-
生产工程师指南:滚齿、刮齿与强力车
2025-11-06 08:28
-
奇瑞捷豹路虎授予杜尔双项团体奖,常
2025-11-06 08:19
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03