
变速箱拨叉组合高频淬火工装的设计
2018-11-22 23:00:29· 来源:卢演芝 感应加热世界
微信公众号

作者:卢演芝、韩继刚单位:河北钢铁集团宣工公司来源:《金属加工(热加工)》杂志0A14001、0A14046、0A14050是三种推土机变速箱拨叉,技术要求为:两爪平面表面淬火,硬度要求55HRC,工艺设计为对爪部进行高频感应淬火,原来采用单爪高
作者:卢演芝、韩继刚
单位:河北钢铁集团宣工公司
来源:《金属加工(热加工)》杂志
0A14001、0A14046、0A14050是三种推土机变速箱拨叉,技术要求为:两爪平面表面淬火,硬度要求≥55HRC,工艺设计为对爪部进行高频感应淬火,原来采用单爪高频表面淬火,效率比较低,为了提高效率,现设计了一套拨叉组合工装,通过更换拨叉定位销,配合一次同时加热、预冷、冷却淬火专用感应器,对三种不同的拨叉进行高频淬火。
拨叉组合高频淬火工装包括底座(见图1)和移动小车(见图2)两大部分、底座通过连接杆与感应淬火机床连接固定,移动小车在底座的滑槽中可以来回滑动,拨叉零件通过拨叉定位销装在移动小车上,拨叉定位销和磁体可以将拨叉在移动小车的小车台面上固定,小车通过底座滑动推入高频淬火感应器内进行高频淬火。
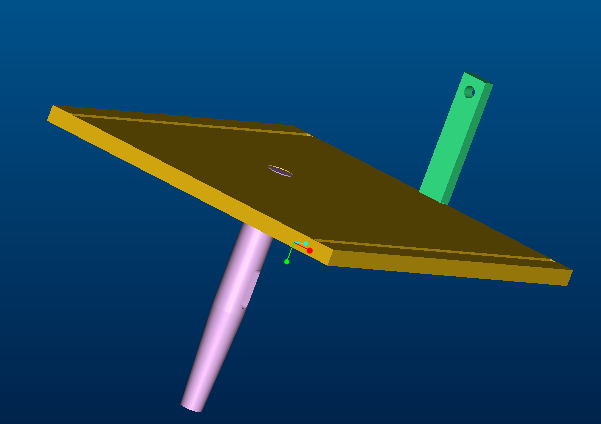
图1 底座

图2 移动小车
拨叉类零件,形状不规则,此工装能使拨叉类工件在高频淬火时候很好的定位,不同形状的拨叉可以选用不同位置的拨叉定位销,并可通过更换或者增减不同高度的拨叉垫圈使拨叉准确定位(见图3、图4、图5),装卡方便,提高效率。

图 3

图 4

图 5
通过生产实践,不同形状的拨叉可以选用不同位置的拨叉定位销,并可通过更换或者增减不同高度的拨叉垫圈使拨叉准确定位。操作简单、使用灵活、定位准确、拆装方便,解决了拨叉类零件的高频淬火的夹装问题,具有显著的经济效益。
举报 0
收藏 0
分享 145
-

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30 -

埃马克VLC 450 DG:为涂层制动盘磨削而生的高效
2025-10-30 -

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29 -

强强联合,共谋新篇:埃马克集团与重庆三友集团
2025-09-24
编辑推荐





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33