
铝点焊在汽车上的运用
2018-09-17 22:51:04· 来源:CST汽车轻量化
微信公众号

3 与钢点焊的不同之处
焊接时间
通过以上分析可知,铝点焊时需要高电流和短的焊接时间。同时,由于铝的热导率高的问题,就需要控制电流的上升时间在极短的时间内。图2-4为两种点焊的焊接时间的对比。
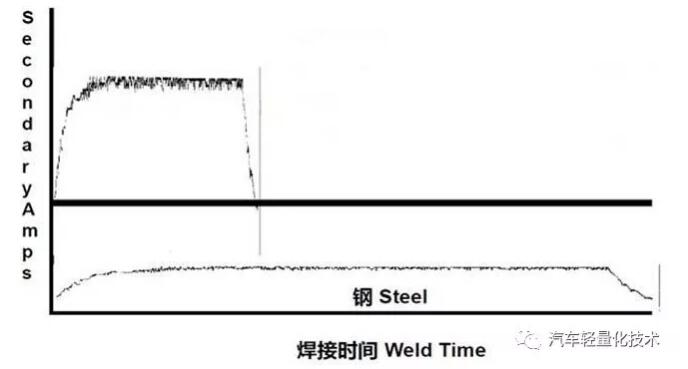
图2-4 钢点焊与铝点焊的焊接时间对比
电极头
铝合金有高导热系数,传热快,铝点焊时存在很大的软化区域。铝合金点焊时需要大直径的焊接面电极帽,从而覆盖铝合金焊核及其软化区域。电极头的对比如图2-5所示。
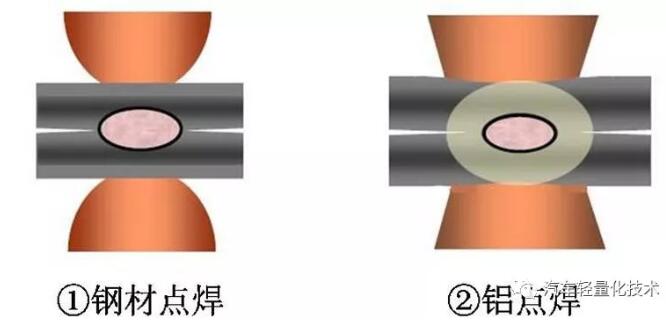
图2-5 钢点焊与铝点焊的电极头对比
铝点焊时,需要采用大端面的电极。一方面,球状凸起表面可以加速压入材料,缩短工序时间;铝点焊必须压紧塑性材料(被软化区域),从而避免飞溅。端面半径可为25mm、50mm、80mm、100mm等不同规格。
热量产生位置
普通的镀锌钢板在点焊时热量主要集中在板材中部,普通的铝合金点焊时的热量主要集中在上下两个电极头和两层钣金中间。而我们希望铝点焊的热量较多的集中在中部形成焊核的位置。如图8所示。
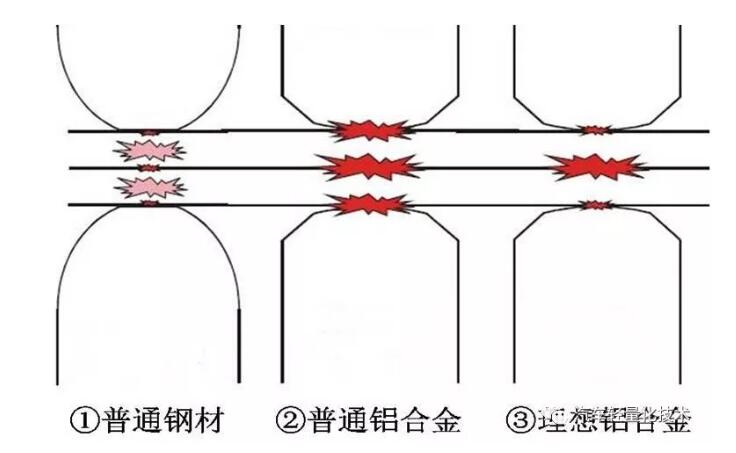
图2-6 钢与铝-点焊热量产出位置
冷却水流量
与钢点焊相比,铝点焊的焊枪冷却水流量需求至少需要增加2倍以上。图2-7为某供应商的铝焊枪示意图。

图2-7 铝点焊焊枪组成
总结
在各种焊接方法中,铝点焊具有静强度高、可靠性好、性能稳定等优点,但铝点焊本身也具有 很大的焊接缺陷,包括焊点质量不稳定、电极烧损严重使用寿命短等。其中,焊点质量不稳定主要体现在飞溅较为严重、焊点表面质量差、熔核尺寸波动大和熔核内部易产生缺陷等。
焊接时间
通过以上分析可知,铝点焊时需要高电流和短的焊接时间。同时,由于铝的热导率高的问题,就需要控制电流的上升时间在极短的时间内。图2-4为两种点焊的焊接时间的对比。
图2-4 钢点焊与铝点焊的焊接时间对比
电极头
铝合金有高导热系数,传热快,铝点焊时存在很大的软化区域。铝合金点焊时需要大直径的焊接面电极帽,从而覆盖铝合金焊核及其软化区域。电极头的对比如图2-5所示。
图2-5 钢点焊与铝点焊的电极头对比
铝点焊时,需要采用大端面的电极。一方面,球状凸起表面可以加速压入材料,缩短工序时间;铝点焊必须压紧塑性材料(被软化区域),从而避免飞溅。端面半径可为25mm、50mm、80mm、100mm等不同规格。
热量产生位置
普通的镀锌钢板在点焊时热量主要集中在板材中部,普通的铝合金点焊时的热量主要集中在上下两个电极头和两层钣金中间。而我们希望铝点焊的热量较多的集中在中部形成焊核的位置。如图8所示。
图2-6 钢与铝-点焊热量产出位置
冷却水流量
与钢点焊相比,铝点焊的焊枪冷却水流量需求至少需要增加2倍以上。图2-7为某供应商的铝焊枪示意图。
图2-7 铝点焊焊枪组成
总结
在各种焊接方法中,铝点焊具有静强度高、可靠性好、性能稳定等优点,但铝点焊本身也具有 很大的焊接缺陷,包括焊点质量不稳定、电极烧损严重使用寿命短等。其中,焊点质量不稳定主要体现在飞溅较为严重、焊点表面质量差、熔核尺寸波动大和熔核内部易产生缺陷等。
举报 0
收藏 0
分享 146
-
汽车车身焊接技术任务
2025-05-29 -

镁合金汽车焊接技术攻坚
2025-05-29 -

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10
编辑推荐





最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43