
铝点焊在汽车上的运用
2018-09-17 22:51:04· 来源:CST汽车轻量化
微信公众号

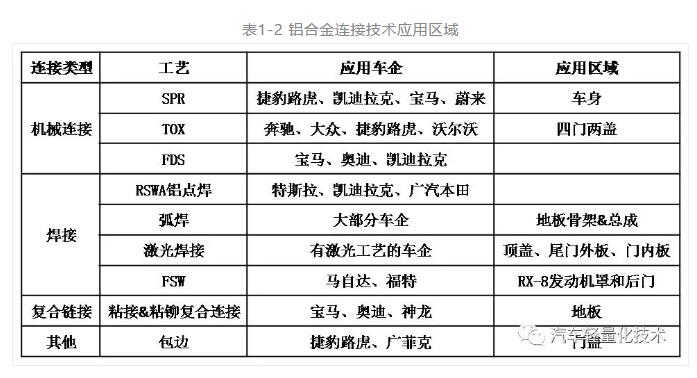
目前,几种可用于铝车身的先进连接技术的使用车企及区域如表1-2所示。
2.铝合金点焊
1 工艺简介
点焊是将重合的金属夹入相对于的金属电极(焊嘴)上,再加上适当的压力的同时,流过非常大的电流,使之发热熔化,从而接合在一起的焊接。铝点焊与钢点焊一样,应用的是焦耳原理。同样,点焊的形成可以分为:预压阶段-通电加热-锻压。图2-1为铝点焊的操作示意图。
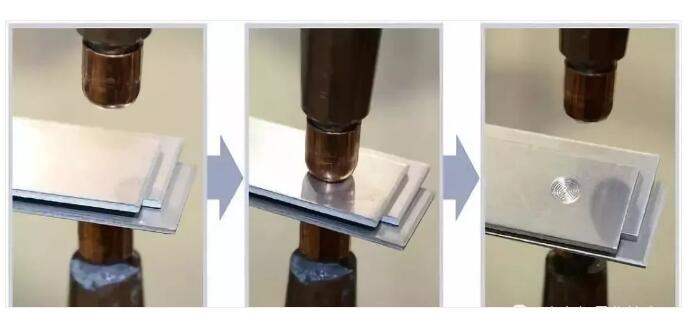
图2-1 铝点焊工艺步骤示意
图2-2和2-3分别展示了两种不同方案的铝点焊连接外观。

图2-2 通用MRD电极铝点焊外观效果

图2-3 伏能士电极带式铝点焊外观效果
2 工艺特点
钢与铝的物理特性相差较大,具体如表2-1。
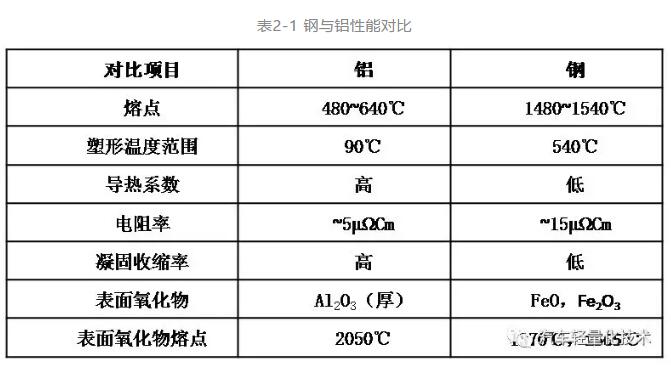
由于铝合金所具有的独特性能,使其在焊接过程中有以下几大特点:
极强的氧化能力(生成气孔)
铝合金与氧的亲和力很大,在空气中极易与氧化合在其表面,行程致密的、厚度约为0.1μm的氧化膜(Al2O3),其熔点极高(约2050℃)、密度大(3.95~4.10kg/m3),属于难熔物质,焊接时会阻碍金属之间的良好结合,导致未焊透“焊缝夹渣”不融合现象,且由于氧化膜吸附大量水分,容易使焊缝产生气孔。
高的热导率和导电性(焊透性)
铝合金具有较大的热导系数和比热容,比热容比钢大2倍,导热性约大三倍。因此焊接时为保证良好融合,必须采用能量集中、功率大的热源,有时需采用预热等工艺措施。经验表明:相同焊接速度下,焊接铝合金的热输入量要比焊接钢材大2~3倍。
线膨胀系数大(热裂纹)
铝的线膨胀系数比钢大2倍,因此,在拘束条件下焊接时易产生较大的焊接应力和变形或在脆性温度区间内导致热裂纹,生产中常采用调整焊丝成分的方法防止裂纹的产生。
高温下的强度和塑性低(强度低)
铝合金焊接接头的强度低于母材,即有软化现象。焊接接头力学性能较难保证,抗拉强度低,塑性不足,是铝合金应用的一大障碍。
加热时无色泽变化(烧穿)
铝合金从固态变化为液态时,无明显的颜色变化,这给焊接操作者带来不少的困难。
2.铝合金点焊
1 工艺简介
点焊是将重合的金属夹入相对于的金属电极(焊嘴)上,再加上适当的压力的同时,流过非常大的电流,使之发热熔化,从而接合在一起的焊接。铝点焊与钢点焊一样,应用的是焦耳原理。同样,点焊的形成可以分为:预压阶段-通电加热-锻压。图2-1为铝点焊的操作示意图。
图2-1 铝点焊工艺步骤示意
图2-2和2-3分别展示了两种不同方案的铝点焊连接外观。
图2-2 通用MRD电极铝点焊外观效果
图2-3 伏能士电极带式铝点焊外观效果
2 工艺特点
钢与铝的物理特性相差较大,具体如表2-1。
由于铝合金所具有的独特性能,使其在焊接过程中有以下几大特点:
极强的氧化能力(生成气孔)
铝合金与氧的亲和力很大,在空气中极易与氧化合在其表面,行程致密的、厚度约为0.1μm的氧化膜(Al2O3),其熔点极高(约2050℃)、密度大(3.95~4.10kg/m3),属于难熔物质,焊接时会阻碍金属之间的良好结合,导致未焊透“焊缝夹渣”不融合现象,且由于氧化膜吸附大量水分,容易使焊缝产生气孔。
高的热导率和导电性(焊透性)
铝合金具有较大的热导系数和比热容,比热容比钢大2倍,导热性约大三倍。因此焊接时为保证良好融合,必须采用能量集中、功率大的热源,有时需采用预热等工艺措施。经验表明:相同焊接速度下,焊接铝合金的热输入量要比焊接钢材大2~3倍。
线膨胀系数大(热裂纹)
铝的线膨胀系数比钢大2倍,因此,在拘束条件下焊接时易产生较大的焊接应力和变形或在脆性温度区间内导致热裂纹,生产中常采用调整焊丝成分的方法防止裂纹的产生。
高温下的强度和塑性低(强度低)
铝合金焊接接头的强度低于母材,即有软化现象。焊接接头力学性能较难保证,抗拉强度低,塑性不足,是铝合金应用的一大障碍。
加热时无色泽变化(烧穿)
铝合金从固态变化为液态时,无明显的颜色变化,这给焊接操作者带来不少的困难。
举报 0
收藏 0
分享 147
-
汽车车身焊接技术任务
2025-05-29 -

镁合金汽车焊接技术攻坚
2025-05-29 -

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10
编辑推荐





最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43