
缸体销孔位置度不合格的解决方法
微信公众号

缸体是发动机所有零部件的装配基体,而缸体上的销孔则起着连接定位发动机其他零部件的重要作用。销孔位置出现偏差,各零部件间配合不到位将直接影响汽车发动机的输出功率、密封等性能。销孔位置度严重超差对发动机有着致命的影响,因此,保证缸体销孔位置度的合格和稳定十分重要。
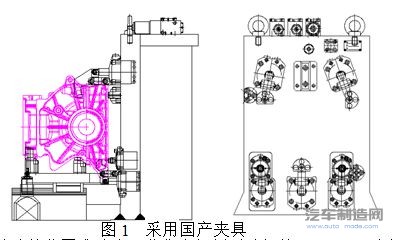
本文所述的发动机缸体总成为平分式结构,缸体材料为灰铁,框架材料为铝合金。加工机床使用的是日本MAKINO卧式加工中心,夹具采用的是国产夹具(见图1)。销孔加工工艺按照正常的钻、扩和铰加工工艺规划执行,所述工序还包括半精加工缸体曲轴孔、铣缸体前后端面及钻攻前后端面螺纹孔系等内容。此工序是发动机机加工生产线的关键工序。
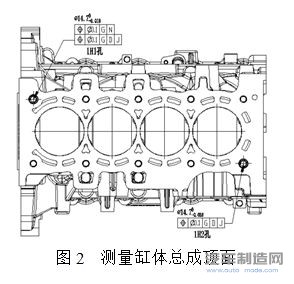
在缸体销孔测量的过程中,为了得到更精确的位置准确度,我们在规划时选择德国LEIZ三坐标测量机对销孔位置度进行检测。为了减小基准转换的累积误差,以加工时的定位面和定位销孔为测量基准,测量缸体总成顶面(见图2)的销孔1H1、1H2孔。两销孔相对定位基准位置度为Φ0.1mm,同时1H1又相对1H2孔位置度Φ0.1 mm。
影响因素及解决方法
本案例生产线为新产品改造生产线,在调试过程中出现缸体总成顶面销孔位置度CMK数据不合格问题,过程中甚至出现试切件销孔位置度超差的情况。需同时对销孔圆度、直径及表面粗糙度等进行检测分析找出工件的变差原因,并采取措施消除异常变差,预防再次出现销孔位置度不合格。
在实际生产过程中,这些异常的变差包括刀具、工艺参数、机床精度以及夹紧变形等,均可能导致销孔位置度出现不合格。现对上述原因验证方法及解决措施进行总结,如表1所示。
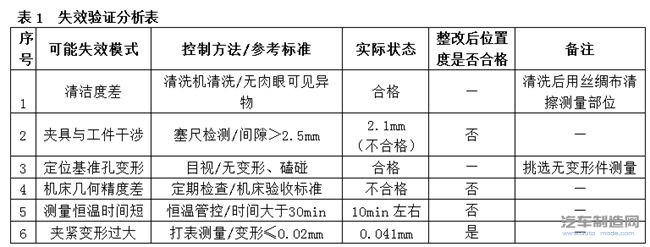
通过对这些失效原因的逐一验证,我们找到了导致缸体销孔位置度不合格的主要原因,工件夹紧变形过大导致缸体销孔位置度不合格。针对此失效原因,我们做了如下改进以解决缸体销孔位置度测量不合格问题。
1.优化夹具
一般来说,工件夹紧变形量大是由夹具夹紧压力过大或工件自身刚性不足导致的,此外夹紧点与支撑点不对应、夹紧点位置不理想以及辅助支撑力不足会影响工件夹紧变形量,而更改优化夹具定位支撑是解决办法之一。
(1)加大辅助支撑缸直径
为了改善夹具在夹紧状态下的整体刚性以及夹紧变形量,更换原有辅助支撑缸,直径由原来的Φ12mm改为Φ30mm,支撑面由小面支撑改为大面支撑,减少支撑缸夹紧力大小不足导致的变形量。
(2)调整夹具夹紧动作顺序
在测量夹紧变形的过程中,工件理论上的变形量应该是一致的,但在实际测量中各部位夹紧变形量出现了较大的波动且相差较多。通过对夹具动作顺序的监控发现,夹紧动作各步骤间的动作间隔时间过短,本应后动作的油缸提前到和前一油缸一同动作,甚至提前动作,导致夹紧变形量过大。通过更换夹具顺序阀、清理疏通液压油路以及调整顺序阀流量控制,使各步骤间的动作间隔能明显目视区分,解决了由夹紧动作顺序错乱导致的夹紧变形。
另外针对工件夹紧变形量,我们也可以通过检测以确定其大小及变形位置来再现失效状态。通常情况下要求工件压紧处的工件变形量不大于0.02 mm,其变形量大小在新夹具设计时需要根据产品加工尺寸精度来确定具体要求,某些精加工会有更高的要求。
此外,由于毛坯自身结构及材料设计原因,铝制框架面为定位面,主夹爪的夹紧点在铝框架上,铝框架自身变形更易导致工件整体夹紧变形,所以在设计工件时要结合生产实际,考虑加工过程中的可实施性。同样,在设计夹具时要根据产品图样特点来制作夹具,分析夹具夹紧力对工件变形的影响,合理的设计夹紧点、选择合适的油缸,进而降低后续的生产现场维护成本。
2.优化测量采点位置
对三坐标测量采点位置及方式进行分析,并同测量工程师进行沟通,通过验证发现,若工件加工时产生夹紧变形,则测量基准定位面会产生轻微的塑性变形,虽然对工件整体尺寸近乎无影响,但对高精度的测量却影响很大,尤其是以此面为测量基准面,导致加工基准定位面与三坐标测量采点基准定位面发生偏差,测量的基准面不是实际定位基准平面。
针对此问题,通过优化测量采点位置(见图3),由原来的整个底面均布采点改为选取与夹具各定位块重合位置集中采点方式,使三坐标测量采点位置与工件定位时同夹具接触的位置有效重合,消除测量基准面的自身变形导致的测量误差,这样进一步降低了工件夹紧变形导致的缸孔销孔位置度不合格率。
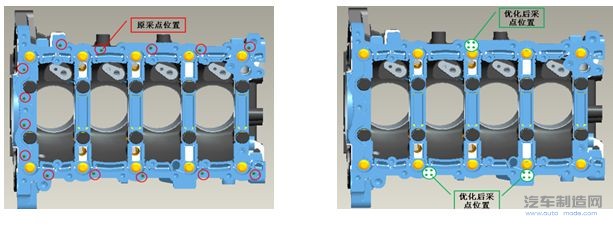
图3 优化测量采点位置
3.其他建议项
(1)产品设计
在设计可行的情况下,应尽可能地选用同种材料,这样既可避免弹性或塑性变形对加工及测量引起的影响,也可以减小铁铝混合材质对刀具刀片加工的严苛要求。
(2)夹具设计
夹具在设计之初,应考虑到工件不同材料的弹性变形,有针对性的设计并避开工件易产生变形位置,考虑工件定位夹紧姿态对实际加工的影响。此外,针对工件中存在的铝材质框架,需尽可能避开以软材质作为整个工件的定位支撑以及夹紧面,以减小软材质变形对加工的影响。
结语
本文所讨论的失效原因是由于夹紧变形量过大引起的,解决措施不仅包括了从夹具自身优化来解决问题,也从测量角度分析解决来回避夹紧变形而导致的不合格。通过多方面来控制一个失效原因,对于降低企业成本、保证产品质量和提升企业的竞争力有着十分积极的意义。
-

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30 -

埃马克VLC 450 DG:为涂层制动盘磨削而生的高效
2025-10-30 -

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29 -

强强联合,共谋新篇:埃马克集团与重庆三友集团
2025-09-24
编辑推荐





最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43