
自主新工艺 分析众泰激光焊接的秘密
2017-11-27 17:52:12· 来源:延边庄园众泰4S店
微信公众号

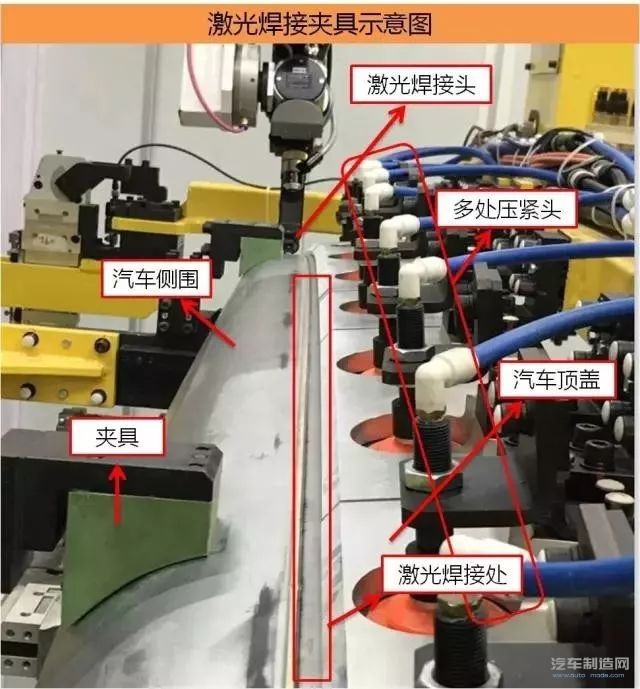
激光焊接过程中需要对焊接钢板进行足够稳固的夹紧,所以会设计专门的夹具。激光焊接夹具体积庞大、结构复杂,整体为框式结构,左右车身两侧用夹具型块顶住、定位支撑好以后用汽缸夹紧。上部设计专门的汽车顶盖激光钎焊的定位压紧抓具,使用多个压紧头进行压紧,用机器人抓住顶盖,摆放在车身上,用汽缸夹紧,让车身钢板需要焊接的边沿贴合足够紧密。
由于激光焊接所产生的激光对人体有一定的伤害,因此所有的反射和散射的激光都需要被封闭在激光焊接车间内,激光房墙壁材质要具有很好的反光效应或吸光效应。一般的激光焊接间选用铝制或者带涂层的钢制,而以铝材质的反光特性为优。操作工装配或者车身自动输入和输出的安全门及安全光栅,用于维修和调试进出的门,激光房监控器2套(含液晶监视器和摄像头),墙体拼合板为铝合金材料。
激光房设置有两个安全门,供人员及设备出入。安全门的软硬件严格按照设计标准完成,可对安全门的状态进行实时监控,安全门未正常关闭时,激光源无法出光;安全条件不满足时,安全门无法打开。

此外整个激光焊接区域设置有5个紧急停止按钮, 分别置于安全门旁、激光房内部、机器人控制器上和激光柜上。这些紧急停止按钮可以在紧急状态下停止工位设备的运行,在线监控可以实时监控机器人的作业情况。
激光钎焊是一项较为复杂的工艺,除了硬件设备,工艺调试也是核心技术。特别是激光光斑的位置、焊丝的送丝速度、激光光源的射入角度等工艺参数。
一般来说激光光斑并不会完全集中在铜焊丝上,因为这样会对激光器光斑提出极高的要求,对现在应用于车身的激光钎焊来说既没有必要也不划算。一般情况先激光焊光斑约2/3的光斑照射在铜焊丝上,约1/3的光斑照射在车身钢板上。这样在焊丝融合的同时车身钣金也进行了加热。
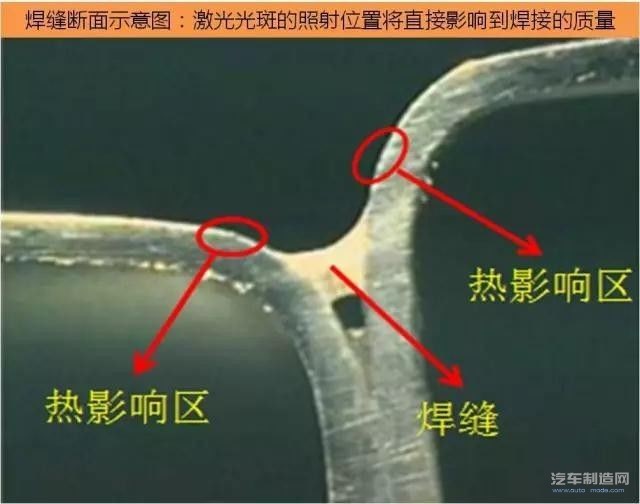
加热后的车身钣金区既是激光钎焊的热影响区,对热影响区大小的调试,直接关系的激光钎焊焊缝形成的焊接质量。 光斑位置不满足,容易形成烧穿、虚焊等缺陷。此外送丝速度不满足容易形成过烧和断弧,光源角度不满足容易产生激光反光逼停激光源等问题,因此整个激光焊接工艺都需要精准的调试,才能发挥出其作用。
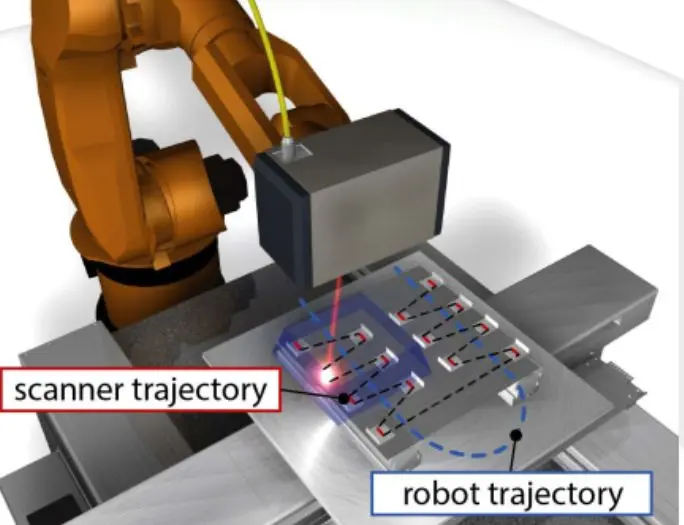
为得到完整、外形美观、高质量的焊缝,进行长距离激光钎焊时,综合考虑焊接出丝数据、焊接机器人行走速度、激光光斑位置等工艺参数,一般分三段进行焊接,分别为起弧段、中间段、收弧段进行焊接,每段应用对应的工艺参数,以保障焊接过程的流程和高效。

当前众泰汽车使用的白车身顶盖激光钎焊技术已经近乎完美,该公司已经开始推广到其下辖的新车型的开发中。逐步使用稳定、高效、成熟的焊接技术研发已经成为众泰提高汽车质量的秘籍。除此之外,众泰汽车已经对车身的四门内板的激光飞行焊技术,进行了引入和验证,并在近期的新车型中运用。
本文导航:



编辑推荐





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33