
阿诺高效复合钻:加工汽车轮毂轴承加工
2017-05-26 21:31:30·
微信公众号

汽车轮毂轴承单元是汽车传动系统中的重要组成部分,随着汽车市场竞争越来越激烈,高品质轮毂轴承的制造也提出了增效降本的苛刻要求。以前的轮毂轴承外圈法兰螺纹孔的孔壁粗糙度只要能达到Ra6.3就可以了,欧系品牌的高档车却提出了更高要求:新设计的轮毂轴承外圈法兰对阶梯孔壁、台阶面与孔口倒角的表面粗糙度的要求提高到

汽车轮毂轴承单元是汽车传动系统中的重要组成部分,随着汽车市场竞争越来越激烈,高品质轮毂轴承的制造也提出了增效降本的苛刻要求。
以前的轮毂轴承外圈法兰螺纹孔的孔壁粗糙度只要能达到Ra6.3就可以了,欧系品牌的高档车却提出了更高要求:新设计的轮毂轴承外圈法兰对阶梯孔壁、台阶面与孔口倒角的表面粗糙度的要求提高到了Ra1.6!目前常规的加工工艺是分钻、铰两个步骤,但阿诺的客户总是要提出更高的要求:希望把两个步骤的加工改成一步,这样就能大大降低加工时间和加工成本。即,要用一把钻头一次完成加工任务!
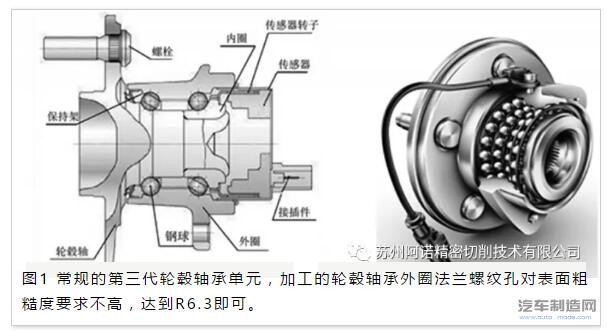
图1 常规的第三代轮毂轴承单元,加工的轮毂轴承外圈法兰螺纹孔对表面粗糙度要求不高,达到R6.3即可。

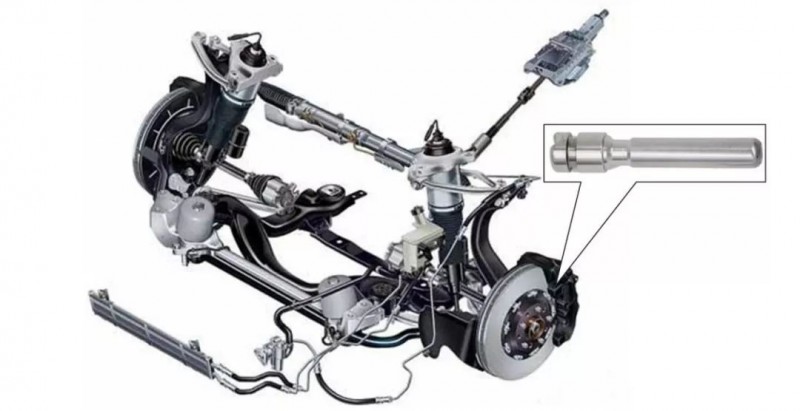
图2 欧系品牌高端车轮毂轴承外圈,轮毂轴承外圈法兰对阶梯孔壁、台阶面与孔口倒角的表面粗糙度的要求提高到了Ra1.6。

图3.JPG图3 客户目前采用的阿诺高效复合钻,一次加工能完全满足产品的质量要求。

图4 左图是合格的阶梯孔,右图是不合格的阶梯孔

图5 具有特殊槽型和刃型的阿诺高效复合钻
面对客户提出的高难度加工要求,阿诺自信地承担了这项任务,通过方案优化与现场试验,成功解决了这项难题。阿诺工程师采用特殊优化的槽型和刃型,在一把阶梯钻头上实现了复合钻铰一体的加工功能,客户的加工效率得到了很大的提高。经过多批使用验证,产品质量稳定,客户非常满意!
加工数据

被加工工件
机床信息 专机
冷却情况 乳化液
加工孔径 Φ6.75/Φ12.2 mm
加工深度 12 mm
加工转速 S3800 r/min
每分钟进给 F380-608 mm/min
设定寿命 1000 件
AHNO公司作为行业非标刀具的领跑者,开发的F型麻花钻系列、R型麻花钻系列、ECO- BRGM铣刀系列、以及其他特殊要求的非标刀具,都成功地得到行业的认可,并广泛应用于包括不锈钢、钛合金在内的几乎所有工件材料的切削方案优化。AHNO公司旨在做“金属切削的好牙医”,真诚期待与您的合作!
- 下一篇:联合磨削集团CIMT完美收官
- 上一篇:CAM软件帮助工厂节省时间


编辑推荐





最新资讯
-
金杯纯电双子星,重塑商用车实用标杆
2025-11-24 09:27
-
2026第二十一届上海国际汽车内饰与外
2025-11-24 08:10
-
一电动汽车零部件项目封顶!总投资超
2025-11-21 08:54
-
突破电动汽车行星齿轮的制造瓶颈:车
2025-11-19 12:40
-
一汽车项目即将完工
2025-11-18 08:51