
汽车侧围回弹补偿分析
微信公众号

近年来,随着国内汽车工业的快速发展及自主品 牌汽车质量的不断提升,对客户感知细节问题的重视 程度日益提高,覆盖件及其模具整体质量水平与国外 差距不断缩小。汽车覆盖件具有形状复杂、材料厚度 小、面积大、表面质量要求高等特点,并且存在冲压 工艺难度大、冲压易回弹等问题。冲压回弹的预测及 补偿,尤其是面畸变等微观质量缺陷的控制仍然处于 探索阶段,对于外覆盖件 A 面补偿缺少成熟的经验和手段。汽车侧围作为白车身的核心零件,空间尺 寸庞大,几何形状复杂,搭接零件众多,其冲压成形 过程中的回弹不仅影响匹配精度,还会在零件表面产 生几十至几百微米的局部凹陷,从而影响表面质量。
随着 CAE 技术的不断发展,采用 CAE 软件对汽车侧 围冲压成形进行分析,并结合实际生产经验,可以 解决汽车侧围生产过程中的多种问题,形成对汽车 侧围几何模型进行补偿和控制的方法,减少成形过 程中的缺陷,提高尺寸精度,有效解决侧围回弹大 的问题。希望能够对汽车侧围的冲压成形起到一定 的指导作用。
1 侧围冲压成形工艺
汽车侧围零件数模如图 1 所示,汽车侧围作为最 重要的车身覆盖件之一,其形状结构复杂,往往需要 多道冲压工序才能成形。美国和日本的侧围零件一般 采用 4 工序成形,欧洲的侧围工序较多,往往在 5 工 序以上。
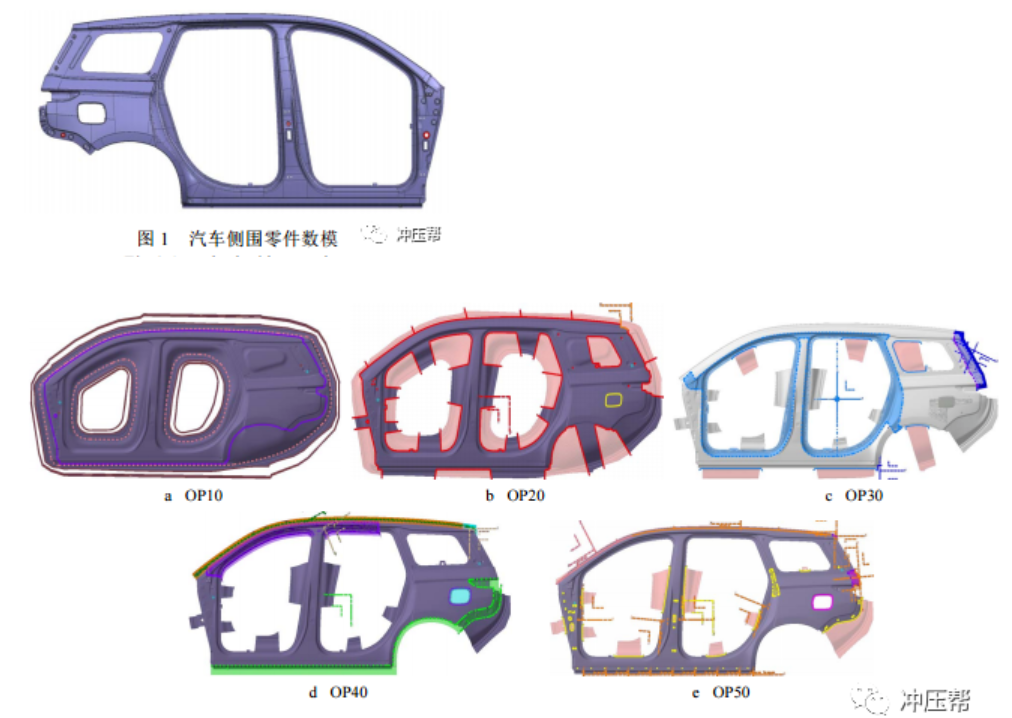
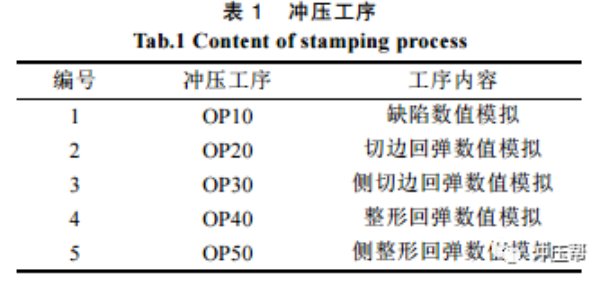
图 2 为某自主品牌大型 SUV 侧围零件的工序排布如下:拉延→切边、冲孔→切边、翻边→整形、侧 切边、侧整形→切边、整形、侧切边、侧整形。其中, 拉延是指通过凸凹模型腔,把平面板料变成开口空心 件的冲压工序;切边是指用切边刀将零件多余部分切除;冲孔是指用模具将零件上各种功能的孔冲出来;翻边是指将毛坯或半成品的外边缘或孔边缘沿一定 的曲线翻成竖立的边缘的冲压方法;整形是指将不符 合零件最终尺寸要求的部位通过模具矫正到需要的 尺寸。根据工序设计初步分析,侧围宏观尺寸回弹可 能来源于切边以及整形后残余应力的释放,因此,涉及到切边、侧切边、整形、侧整形的工序都有可能导致回弹,即 OP20,OP30,OP40,OP50,需要进行 全工序的回弹数值模拟。微观回弹导致的面畸变主要来自于拉延工序,因此,对于 A 面质量缺陷的数值模拟主要在 OP10 进行,如表 1 所示。
2 冲压成形数值模拟及回弹结果分析
冲压成形数值模拟包括载荷分析、成形性分析、 回弹分析、表面质量分析等,其中准确的成形性分析 是进行回弹模拟的基础,需要确保零件没有明显的起 皱、开裂、拉延不充分等缺陷,板料流动均匀,才能 为后续的精确分析提供依据。
2.1 成形性分析
进行 CAE 分析需要输入数值模拟的初始条件。侧围所使用材料为中国宝钢生产的 BUFD(特深冲压用),厚度为 0.7 mm,板料尺寸为 1807.53 mm×3635.28 mm,该材料的屈服强度为 149.00 MPa,该材料的加工硬化指数 n 为 0.229,厚向异性系数 r0 为 2.06,r90 为 2.31,r45 为 1.83。由此得到该材料屈服曲面见图 3,成形极限曲线见图 4,硬化曲线见图 5, 以上作为材料边界条件输入 Autoform,其中0,1, 2 分别为屈服应力、第 1 主应力、第 2 主应力,1 和2 分别为主应变和次应变。
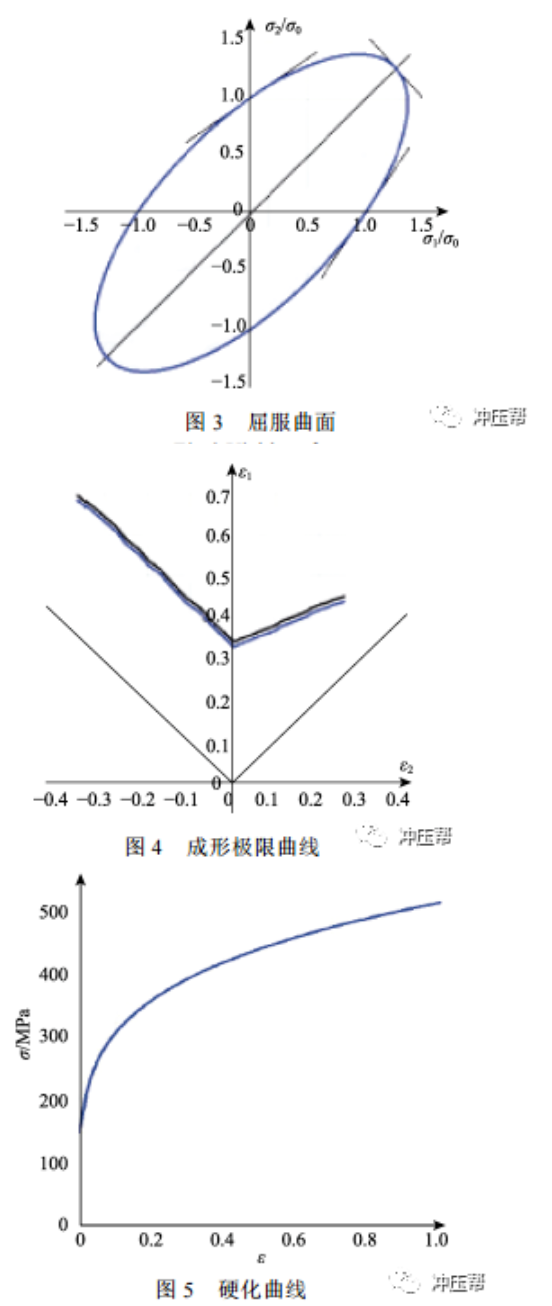
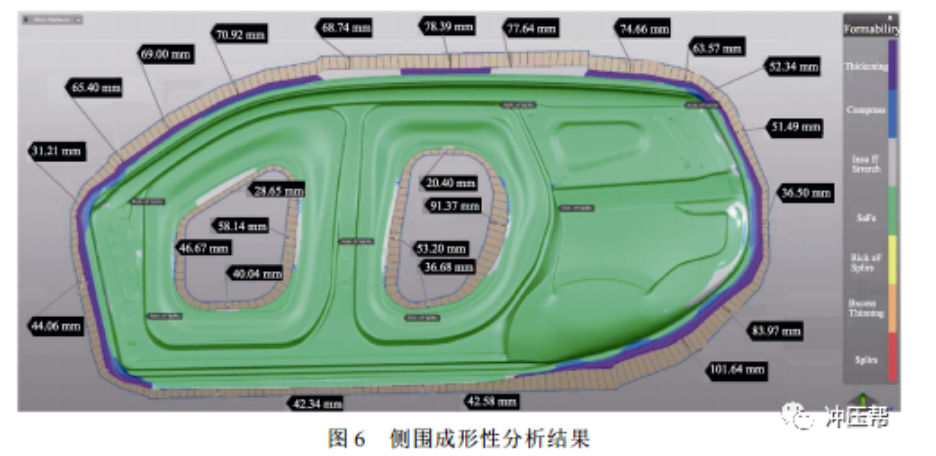
图 6 所示为侧围成形性分析结果。对比板料轮廓 线,最大流入量在轮罩和后保部位,约为 101 mm, 主要原因是该处形状起伏较大,材料流动剧烈,但是 因为该处设计了较大的工艺补充面,并未对最终零件 本体产生影响。零件整体材料流动均匀,只是侧围零 件前侧和后侧压料面边缘板料略有增厚和起皱,但零 件本体部分成形良好,没有起皱、开裂、拉延不充分 等问题。该结果为经过多次零件数据优化和工艺调整 后得到的较优零件状态,具体过程不再赘述。
2.2 回弹模拟计算及机理分析
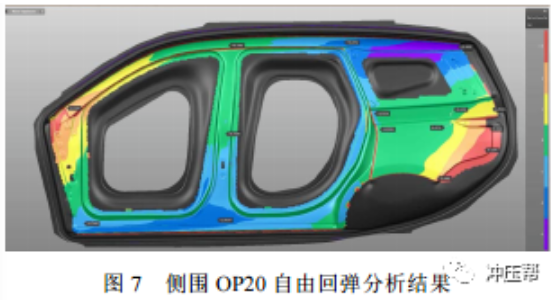
采用 Autoform 软件对侧围 OP20 进行回弹分析, 结果如图 7 所示。零件前后两侧回弹很大,A 柱与翼 子板搭接处为 2.7 mm,内部非可见面甚至超过 3 mm, 这将导致翼子板与侧围搭接面不平齐,影响整车匹 配。侧围后侧尾灯以及与后保搭接面回弹严重,最大处达到 4.2 mm,这显然是不允许的。侧围后窗上侧 以及门槛出现负回弹,最大值达到−2.4 mm,整个侧 围零件变异明显,扭曲非常严重,因此,必须采取有 效措施对回弹进行补偿和控制。
OP20 基于自由回弹分析结果,在零件上设置若干支撑 点,再进行回弹分析,结果如图 8 所示。与自由回弹相比,侧围负回弹消除,扭曲现象得到有效抑制,回 弹主要集中在若干侧壁,但是后侧尾灯周边以及后保 处回弹仍然非常明显,最大值为 3.6 mm。

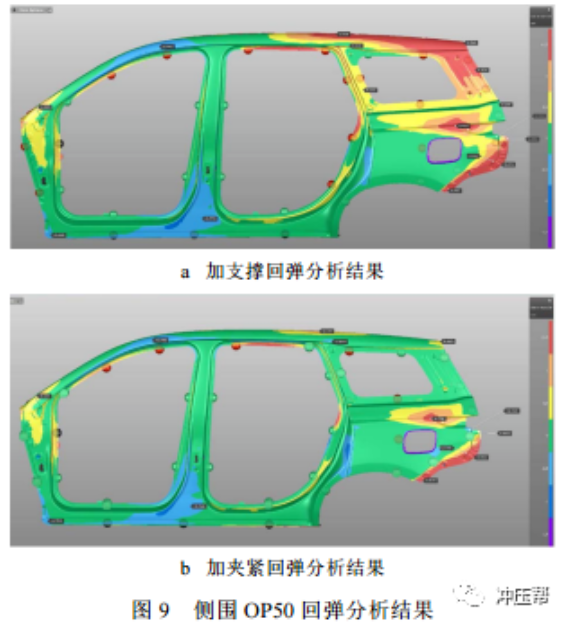
OP50 加支撑和夹紧后的回弹分析结果见图 9。如果只进行单向支撑,如图 9a 所示,D 柱上部回 弹明显,后侧与尾门搭接处达到 2.5 mm。这与零件 本身形状复杂、侧整形量较大有关。同理,后侧与后 保搭接面回弹严重,显然满足不了装车要求。相反地, A 柱上侧以及 B 柱下侧出现了负回弹,虽然量值不 大,但是导致整个侧围零件扭曲,难以对尺寸精度进 行有效控制。为了提高零件成形的稳定性,对分析过程增加夹紧约束,如图 9b 所示。对比未施加约束前,零件回弹和扭曲有所改善,也更接近实际零件状态。根据相关文献以及多年的经验,采用带约束的回弹分析结果更为可靠,因此,经项目成员讨论后决定按图 9b 的分析结果进行回弹补偿。
3 回弹补偿控制及结果分析
3.1 回弹补偿方案
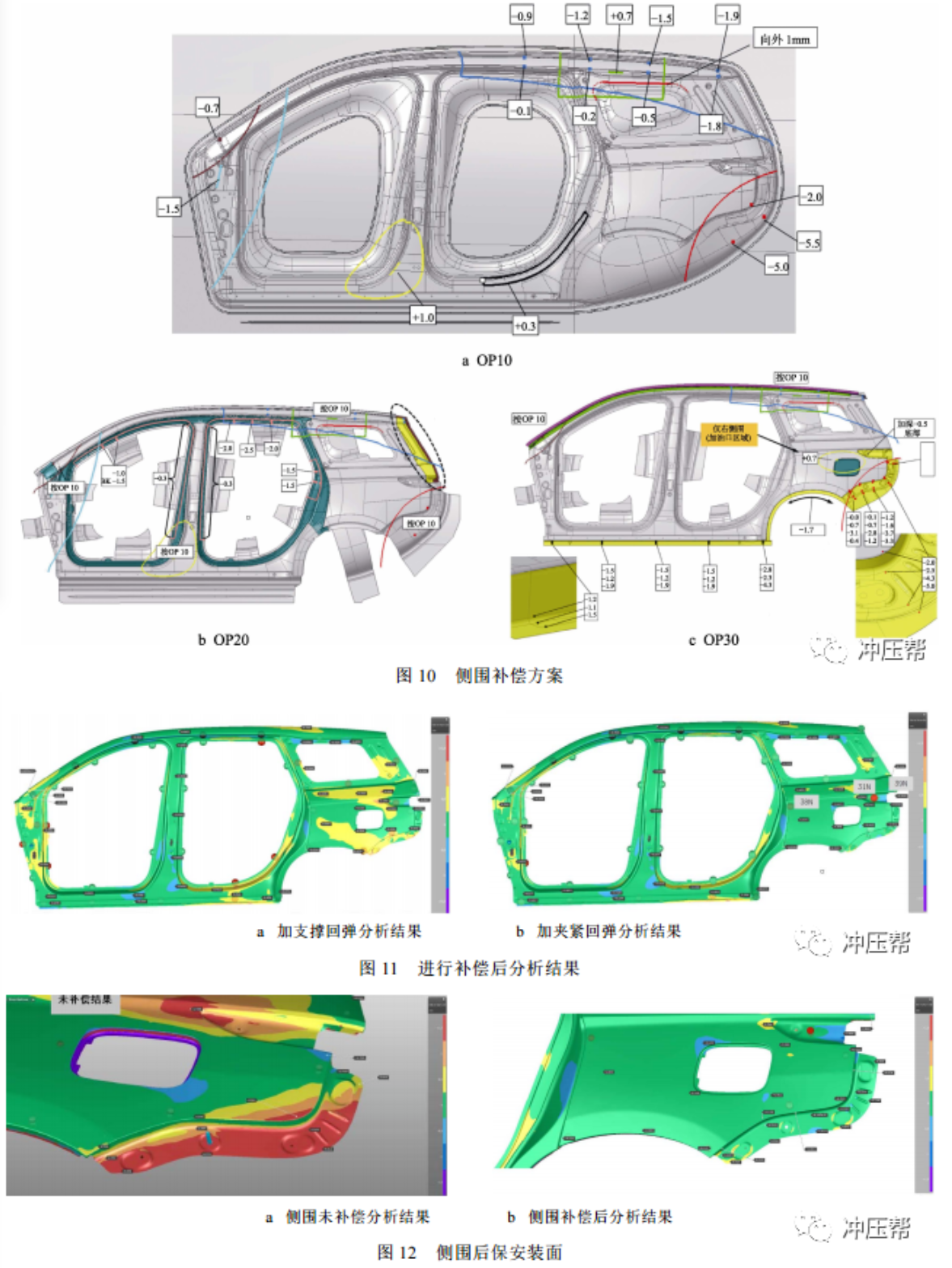
根据回弹计算结果,结合以往经验,对产品工艺 数模施加补偿位置和补偿量如图 10 所示。其中,在 工艺补充面施加了 5 mm 的反向补偿,因为该部分处 于最终产品轮廓线之外,可以适当增加补偿力度,以快速达到验证效果。处于产品 A 面的部分,补偿位置 和补偿量必须非常谨慎,否则不仅达不到补偿效果, 还可能由于补偿不当造成凹陷以及曲面不连续,增加新的表面缺陷问题。
3.2 补偿结果分析及试验验证
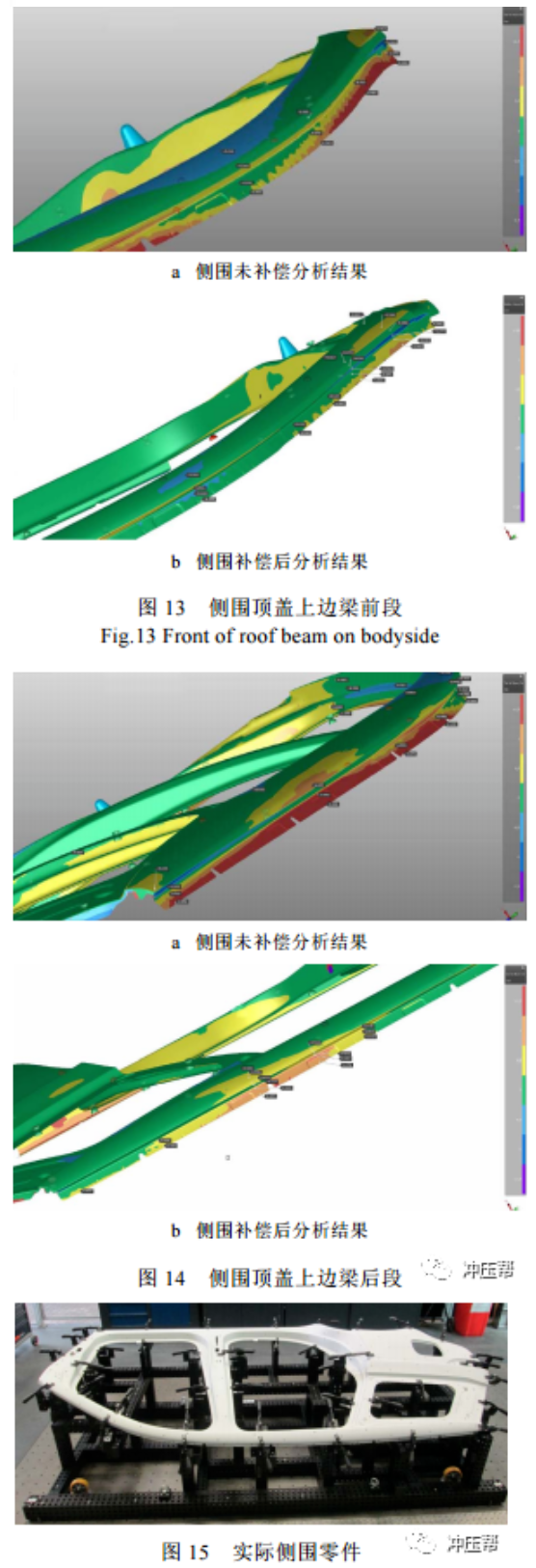
将上述进行补偿处理后的数模导入 Autoform 进行计算,得到的结果如图 11 所示。其中,图 11a 为 未夹紧状态分析结果,图 11b 为夹紧分析结果。与图 9 所示的未进行补偿计算结果相比,尺寸质量提升明 显,尤其是在夹紧状态下,侧围零件整体尺寸均匀一 致,A 面和关键匹配面都位于±0.5 mm 的公差内。具体地看,进行补偿前,后保安装面回弹 3~ 4 mm,如图 12a 所示。进行回弹补偿后,该处尺寸最大偏差为‒1 mm,避免了与后保干涉,为现场调试时结合零件实际搭接情况预留了调整空间。顶盖上边梁在模具冲压方向是负角,需要多工序 进行侧整形和侧切边,回弹量难以控制。通过对数模 进行补偿,将原尺寸偏差从 3 mm 降低到 1 mm 以下, 如图 13 所示,避免了与前挡风玻璃的干涉。由于整车造型的需求,侧围顶盖上边梁后部是一 个面积不等的腔体,由前往后逐渐缩小,因此其整形 方向和整形量也难以控制。通过对侧壁角度和整形深 度进行补偿,最终分析的回弹结果从原来的大于 3 mm 控制在 1 mm 之内,如图 14 所示。采用进行补偿后的工艺数模进行模具开发和制 造,实际生产出的侧围零件如图 15 所示,其尺寸合 格率达到 93%,侧围表面光顺,圆角均匀,面畸变等 缺陷得到有效抑制和消除,取得了较好的技术效果。
4 结论
自由状态下,A 柱与翼子板搭接处回弹量由 3 mm 降低到 0.9 mm,后尾灯与后保搭接面回弹量由 4.2 mm 降低到 1.0 mm,侧围后窗上侧、门槛的负回 弹由−2.4 mm 降低到−1.0 mm;在夹紧状态下,回弹 量均控制在±0.5 mm 以内,满足产品的尺寸要求。基于上述回弹补偿方法及数据,得出如下补偿分析 思路。
1)采用夹紧分析的方法得到的回弹分析结果更接近真实状态,以此作为数据补偿的基础。
2)对于工艺补充面可适当增加补偿量,A 面补偿则应当慎重,需在成形性分析结果通过之后再进行 回弹分析和补偿。
3)回弹补偿量应当基于分析结果和经验共同确 定,往往需要多次迭代才能得到较好的效果,需要结 合实际零件情况不断修正和积累经验。
作者:韦韡 、姚佐平、李开文、张峰、Hans-Ludwig Buck、周江奇
-

乘用车金属冲压
2025-05-29 -

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04






最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43