
一文了解新能源汽车电驱动总成制造技术
微信公众号

随着时光的流转,电驱动总成在技术的驱动下不断地演进和改进。其发展的核心理念在于实现轻量化、高速化、低噪声以及一体化的目标。在追求轻量化的道路上,工程师们不断探索新的材料和设计理念。碳纤维、铝合金等轻量化材料逐渐被广泛应用,同时,通过优化设计,如采用新型的空气动力学设计和模块化设计,使得电驱动总成的重量得以大幅减轻。这样的轻量化设计不仅提高了能源利用率,也使得电动汽车的续航里程得到了显著提升。

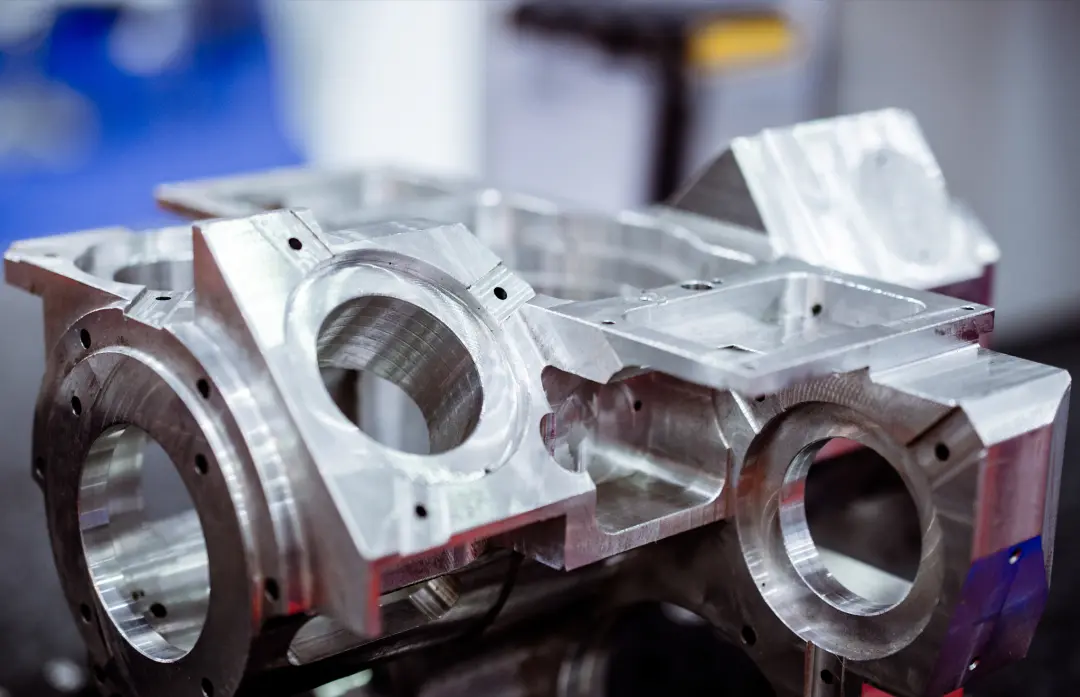
一体化压铸
三电系统通常占据新能源汽车质量的30%~40%,因此,三电系统是新能源汽车轻量化的主要方向。相比传统汽车,新能源汽车的三电系统将导致整车质量增加,三电系统会额外增加200~300kg的质量。新能源汽车动力总成系统比传统燃油车重1.5~4.0倍。目前,三电系统的电子壳体、电动机壳体、电控壳体、电池构件及电池箱都使用的是铝压铸产品。
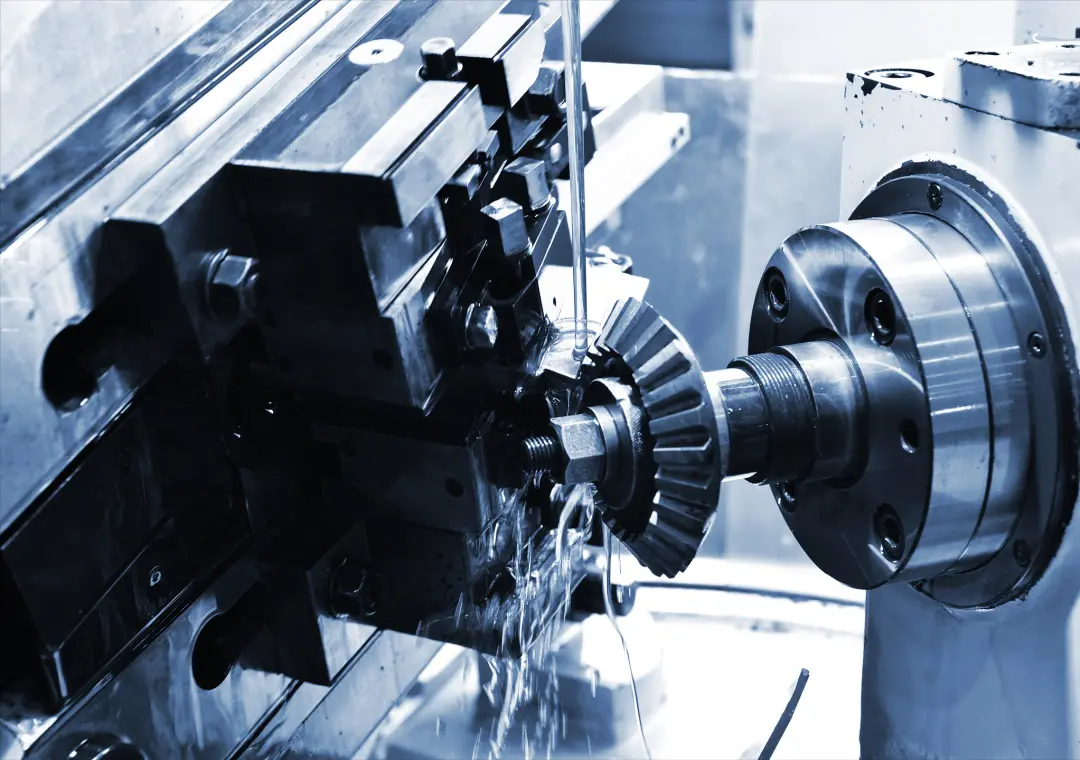
强力珩齿
电动车对电动机的要求极高,转速范围在15000~30000转/分,噪声限制NVH也极为严格。此外,动力齿轮需要达到4~5级的精度,波纹度和表面粗糙度也要非常高。为了满足这些要求,必须采用强力珩齿工艺。这种工艺的特点是机床对于磨齿具有更小的退刀间隙,齿面加工为鱼刺纹,不同于传统磨齿的直线型纹路。此外,强力珩齿工艺具有更好的NVH特性,能够有效降低噪声,适合用于高速旋转的电动机轴。

行星齿轮
锥齿轮结构与传统的差速器差异很大,采用行星齿轮可实现小型化。多个外部齿轮绕着中间齿轮旋转,行星齿轮承载能力强、体积小,多个行星齿轮相互配合作用,每个齿轮传动之间的效率损失只有3%,几乎无反冲。行星齿轮的结构如下图所示行。星齿轮的加工工艺流程为:锻造、车削、强力刮削、热处理、磨孔珩孔、平面磨、珩齿、清洗。

切削技术
电动机是新能源汽车的核心部件,其制造要求高精度、高效率和高可靠性,特别是切削精度直接影响汽车的质量。许多刀具企业针对驱动电动机壳提供了整体解决方案,例如森泰英格的镗刀,采用合金钢整体轻量化设计,刀体质量控制在18kg以内,多台阶PCD导条式可调镗铰刀,多切削刃,内冷设计。相较于单刃镗刀,其效率提高了6倍以上。此外,森泰英格自主研发了可转位强力车齿刀,采用高刚性精密定位接口技术和复合基多熵纳米涂层技术,使刀片耐磨性更好,寿命更长。电动机轴花键的加工方法多种多样,过去主要采用车削、铣削、滚切和磨削等加工方法。滚轧刀通过数控机床进给,其优点在于刀具可以在任意位置切入工件,而不像传统的搓齿工艺受齿条长度的限制。
随着电驱动的一体化,电动机轴最受欢迎的加工方式还是冷挤压成形工艺,因为冷挤压的工件尺寸准确、强度高。从生产厂家的角度来说,冷挤压工艺节约材料,生产效率高,适用面广。
总体来说
当前,电动机驱动系统呈现出多样化的发展态势。美国倾向于采用交流感应电流电动机,其优点在于结构简单、可靠且质量轻,然而控制技术较为复杂。日本则采用永磁直流电动机,具有效率高、质量小的好处,但成本较高,且在高温环境下退磁抗震性能较差。德国和英国正在大力开发开关磁阻电动机,其优点在于结构简单、可靠且成本低,但缺点是质量较大,易产生噪声。
未来电驱动系统的发展趋势有以下几方面:一是将加入更多功率电子,形成多合一集成化,以三电域控制器实现智能化;二是热管理系统的集成化;三是SiC、GaN三代半导体在功率器件中逐渐应用,实现电驱动系统高压化。此外,随着产品的高速、高性能、一体化及轻量化发展,对工艺产生了新的要求,对加工精度和刀具寿命也将带来巨大的挑战。
-

一汽车零部件项目正式落户安徽
2025-09-25 -

电装中国以创新助力“双碳”目标 推动制造业低
2025-09-12 -

高温季行车安全需重视:TRW SPS 制动盘让你的刹
2025-07-19 -

跨越速运凭什么“圈粉”万千客户?“中国零担30
2025-07-01





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33