
超声波金属焊接工艺的净值
微信公众号

在决定金属连接方法时,需要考虑许多因素,包括其有形和无形的特征。根据应用的不同,投资将根据连接设计、要焊接的材料、几何形状、尺寸和尺寸、环境影响以及给定产品所需的机械和电气完整性而有所不同。不可能在一篇文章中解决所有连接应用,因此我们将重点介绍汽车线束行业和产品,以阐明压接、焊接、超声波、激光和电阻焊接的差异。
在某些情况下,超声波焊接是唯一的解决方案,也可能根本不可行。然而,无论在选择连接方法时考虑了多少变量,超声波焊接似乎比所有其他可行的工艺都提供了更好的长期投资回报。
超声波金属焊接设备的初始投资相对于其他焊接工艺(如电阻焊和压接以及机械连接)更高,但低于激光焊接设备。那么,为什么这项技术主导了线束制造,并成为电动汽车、混合动力汽车电池和配电的必需品?
几十年来,有色金属的超声波焊接一直是一项成熟的技术。然而,自 1980 年代初以来,超声波金属焊接一直主导着汽车行业,汽车线束制造商是该技术的最大单一用户(图 1)。由于其效率和无与伦比的质量,超声波焊接几乎立即取代了所有汽车品牌的机械压接和电阻焊。由于电动汽车 (EV) 的增加,超声波焊接在汽车线束中的应用在过去十年中增长更快。Telsonic 的创新和改变行业的扭转焊接技术在很大程度上促进了这一快速增长,因为它具有无与伦比的能力,可以解决焊缝尺寸、较小区域的焊接、几何形状、到达焊接区域、焊接方向以及对外围组件的振动影响等挑战。
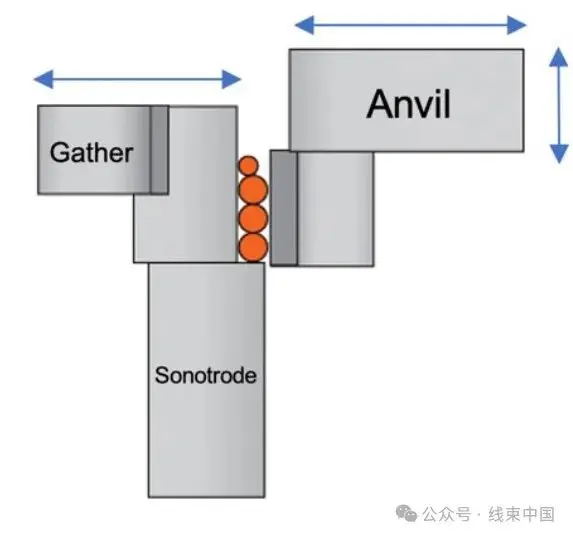


图 1 – 汽车线束的传统超声波焊接应用
平均一个线束包含 180 个接头,并且这个数字随着每个车型年份的增加而增长。原始设备制造商正在为需要更多拼接的汽车添加更多电子功能。接头和电线端接共同构成了一个长而复杂的重型线束,用于控制整个车辆的整个电气系统。由于线材加工固有的劳动强度,线材拼接一直是线束制造的主要焦点。该行业仍然将压接或电阻焊应用于小线压接或锡线拼接等应用。一般来说,超声波焊接对于镀锡零件或钢等硬质材料是不可行的。这就是电阻焊或激光焊接选项变得可行的地方。超声波焊接是将铝焊接到另一种有色金属上的终极选择。由于其冷熔焊接性质,铝焊接牢固,不会熔化或受热的显着影响。超声波焊接的优点适用于导热材料,如铝、铜和镁,电阻焊机和激光焊接可能很麻烦。超声波对于将薄材料与厚材料连接起来也非常有用。如果要求将热量对材料性能的干扰降到最低,则超声波通常是最佳焊接工艺。
电线拼接是评估当今线束制造中一些连接工艺的一个很好的例子。在焊接成为可行的选择之前,制造商已经使用压接工艺多年。一些原始设备制造商只是使用夹子将电线压接成接头。有些增加了在焊槽中浸渍以确保电气完整性。这样做的缺点是增加了材料(许多不同尺寸的夹子)、专用压力机所需的空间、焊接技能的要求,以及由于夹子和焊料的机械应力和热量而对线束的影响。因此,焊丝变得非常可取,从电阻焊开始,然后是超声波焊接的开始。超声波金属焊接的冷熔特性、焊接前消除氧化的能力、异种金属的连接、极低的能耗以及用一台机器和相同的通用工具焊接各种接头尺寸的能力,是使超声波熔接成为全球可接受工艺的令人信服的因素。线束制造商花了几年时间才熟悉该过程并采用该技术。有的从压接转向超声波焊接,有的在转向超声波焊接之前使用电阻焊。超声波焊接设备比其他连接方法更具优势,这些方法至今仍然适用。
在过去 30 年焊接技术的发展过程中,质量和可靠性始终是最终的决定因素。投资回报是显而易见的——超声波焊接接头在车辆中具有更长的使用寿命。如今,下表(表 1)中的大多数功能都适用于其他金属焊接应用,例如线到端子、端子到端子和母线。
表 1 显示了每个过程的优势以及直接和间接的运营成本。在许多情况下,一种连接方法显然是更好的选择,甚至是唯一的选择。在多个连接选项中做出决定时,请考虑下表中的功能。

表1-比较表
每个关节的操作/维护成本必须同时进行验证,但质量是重中之重。以下是选择连接方法时要考虑的一些因素:
- 初始投资和数量
- 输出速率
- 消耗品
- 耗电量 – 超声波焊接需要电阻焊的 5%
- 额外的基础设施,如水冷、通风和额外的电力安装
- 设备所需的占地面积
- 转换时间
- 每个应用程序的设置时间
- 模具寿命及其对质量的影响(图 2)
图 2 – 超声波线材拼接工具(通常超过 200,000 个焊缝)
超声波金属焊接的优点
- 低温工艺不影响材料性能
- 许多有色金属材料的纯冶金粘结剂
- 能够焊接异种材料
- 无消耗性材料,如接头夹或焊料
- 环保工艺
- 始终如一的焊接质量、机械和电气性能
- 周期时间短
- HMI友好
- 操作人员安全,无烟雾或铅等化学品
过程
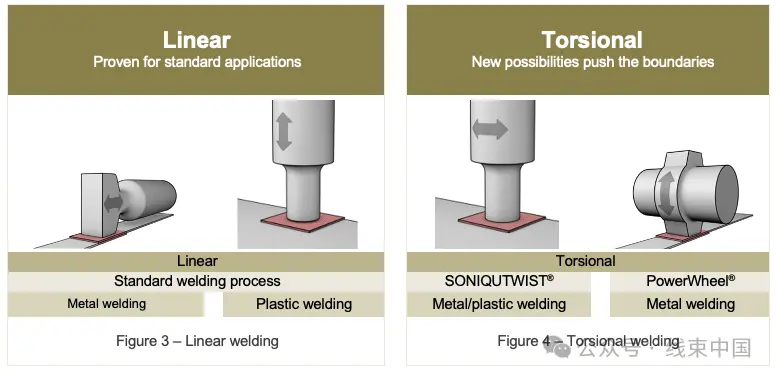
金属和塑料的超声波焊接方法有两种。线性焊接是设备制造商使用的更常用的技术,也是电线拼接的标准(图 3)。由Telsonic开发的扭转焊接在十多年前就出现了。扭转焊接技术可用于最常见的线性焊接应用。然而,由于其独特的功能,它在应用的几何形状和温和的工艺方面具有一定的优势,从而在市场上具有更广泛的应用范围。事实上,该技术有时被发现是电动汽车电池制造商和高压电缆端接的唯一解决方案(图 4)。扭转超声波焊接被证明是优越方法的其他例子是母线、3D 端子和集成栅双极晶体管 (IGBT)。
超声波焊接技术
超声波焊接的电动汽车应用实例
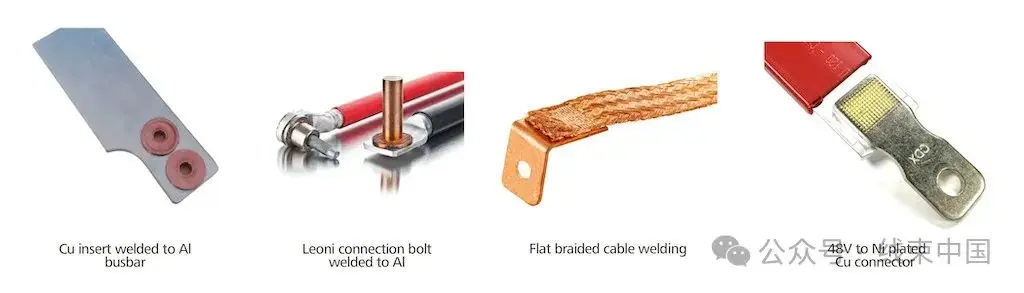

图5 – 汽车超声波焊接应用示例
工作原理:
电线堆叠在振动/振荡工具(声波管)和砧座之间。在通过铁砧施加静力之前,它们被限制在预定的空间内。随着振荡的发生,金属表面升温和塑化,链在分子水平上通过混合结合在一起(图6)。其结果是具有细晶结构的连续焊缝,类似于冷加工金属的结构。整个过程非常快速,焊接通常在几分之一秒内完成。目前最常用的拼接机在20KHz频率的机械振动下运行。在力作用下的振动会消散任何污染物并开始冷摩擦焊接,直到拼接完成。由于焊接界面处的摩擦力,焊接材料的温升小于30%。因此,焊丝材料没有硬化,使焊缝过渡区域的焊丝线变脆。 这是与电阻焊相比的众多优势之一,电阻焊涉及熔化材料以制造拼接块。

图 6 – 涉及金属超声波线性焊接的振动和运动
基本焊接参数和变量
在实践中,超声波焊丝焊接也被证明是高质量和安全的。由于焊接参数可以针对每种应用进行调整和监控,因此现在可以在工业 4.0 环境中实现。焊接参数:除了始终预先确定的焊接工具和尺寸的状况外,还需要设置四个焊接参数。这些参数通常由机器控制器默认建立,以开始对焊接质量进行鉴定。
- 焊缝宽度:由机器设置
- 焊接能量:为完成焊接而交付的固定瓦秒数
- 振幅:可以调节到声头100%能力的振荡
- 力-压设置:设置焊接力
质量变量:
为了在使用固定能量进行焊接时控制过程以获得最佳质量,需要测量以下变量,并将其与机器或用户确定的允许上限和下限进行比较。
- 焊接时间(焊接持续时间)
- 超声波开始前的压实高度
- 最终焊接高度
- 功耗
稳定的生产和数据完整性
超声波金属焊接是线束组件各个方面的关键工艺,因为它能够提供可靠的粘接,以满足所有低电流和高载流特性。因此,个别公司已经制定了某些标准和规范。用于超声波电线拼接和端接的USCAR 45和38是一些例子,以及其他可以应用于市场上大多数工业产品的规格。下表是超声波焊接质量指南的摘要。

超声下电线接头和电线端接应用的质量评估指南,包括 SAE AWG 和 ISO 公制电缆的拉力和剥离力要求以及电线规格。
表 2 – 超声波金属焊接质量指南
在当今电动汽车电池和高压连接系统的快速发展中,必须通过可靠的连接解决方案做出快速响应。产品工程师必须在设计和开发阶段选择连接技术。这将需要焊接解决方案提供商和产品设计人员之间的沟通,以加快流程,并为原型设计和初始产品测试准备好所有工具。
随着超声波焊接知识的增长,越来越多的应用被设计为利用其当前的能力。但是,如果您不熟悉该技术,那么希望本文能帮助您更好地了解焊接技术的一些基本原理,并阐明汽车和其他行业的潜在财务机会。在设计最终确定之前,选择最合适的连接方法时,需要考虑许多因素。本文中的信息应该是一个良好的开端。
- 下一篇:蜂巢能源:固态电池领域的突破与创新
- 上一篇:又一车企造手机!
-
汽车车身焊接技术任务
2025-05-29 -

镁合金汽车焊接技术攻坚
2025-05-29 -

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10
编辑推荐





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33