
PA66材料的气缸盖罩盖设计与制造工艺
2019-02-20 11:16:07· 来源:夹具侠
微信公众号

气缸盖罩盖最基本的功能是与缸盖一起形成一个近似密闭空腔,遮盖并密封气缸盖,同时还兼顾将机油与空气隔离、曲轴箱通风、充当机油加注口、作为传感器安装支座等功能。虽然气缸盖罩历来都是由金属所主导的应用, 但尼龙PA66是一种具备许多
气缸盖罩盖最基本的功能是与缸盖一起形成一个近似密闭空腔,遮盖并密封气缸盖,同时还兼顾将机油与空气隔离、曲轴箱通风、充当机油加注口、作为传感器安装支座等功能。
虽然气缸盖罩历来都是由金属所主导的应用, 但尼龙PA66是一种具备许多优点的可行替代材料。设计制造PA66材质气缸盖罩时应从制造工艺、材料特性以及行业趋势等因素进行综合考虑。
1.材料相关的考虑因素
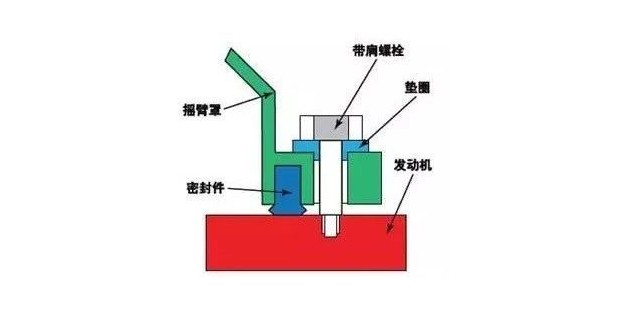
所选材料的特性是首要设计考虑因素。PA66是一种热塑性塑料, 因此其特性会随着环境变化,使用增强材料可以减弱环境变化的影响。PA66较之于它所取代的金属具有更低的硬度和密度,因而会削弱降噪功能,解决的方法是将气缸盖罩隔离。通过使用带肩螺栓和橡胶垫圈隔离摇臂罩,可以显著减少噪声传递。
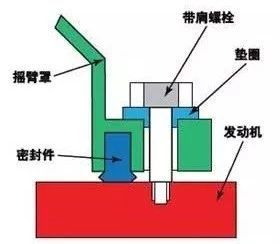
▲隔离系统
2.气缸盖设计
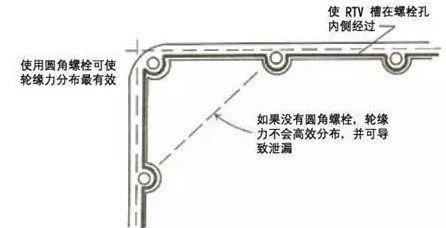
在冲压钢摇臂罩时代,由于钢的高模量,通常使用4到10个螺栓压紧密封面。PA66也具有高模量,但它不能与钢相提并论。有限元分析将有助于确定需要多少个螺栓才能获得均匀的压紧力。图4中所示的气缸盖罩采用14个螺栓来实现适当的密封。另一个与螺栓布置相关的关键问题是需要圆角螺栓,可提供均匀的压紧力并消除泄漏通道。

3.制造工艺
成型技术注塑成型是应用最广泛的气缸盖罩制造方法,材料出模后直接就是成品,但需要保证设备得到充分且均匀的冷却,从而确保零件的成型应力最低。
另一种方法即模压成型通常很容易被忽视,但是对于盒状气缸盖罩,模压成型非常适合。虽然成型后精加工有时会使成本高于注塑成型零件,但是如果只需少许成型后精加工,此方法实际上可以降低零件总体成本。
传递成型是模压成型的变异, 它也非常适合气缸盖罩应用。此方法适用类似于注塑成型的封闭式模具,但具有压模成型的较快成型周期。
4.单独成型的零件
气缸盖罩有时具有内部挡板,用于机油加注或曲轴箱通风。由于存在模锁,这些部件通常不可能在内部成型。因此它们需要单独成型并且通过以下三种方法之一连接到气缸盖罩。
最简单的方法是扣合件。扣合件成本低且使用迅捷,但主要问题是失效后会导致功能不正常或发动机损坏。扣合件的一个替代方法是机械紧固件,由于较为复杂而不常用。另外,机械紧固件还在气缸盖罩内占据相当一部分空间。
最常用的方法是焊接。零件结构将决定要使用的焊接方法:旋转焊接、振动焊接或感应焊接。焊接不但为零件提供了良好的密封性, 而且显著降低了复杂程度。由于实质上是一件零件, 因此不存在与扣合部件相关的失效问题。焊接的一个缺点是必要设备和夹具的成本。
另一种可考虑的连接形式是粘接。新型环氧基粘合剂具备焊接的优点且没有附加成本。此方法存在一个时间问题, 因为多数环氧基粘合剂需要一小时或更长时间固化。粘结连接法通常与扣合方法结合使用,形成一种夹固方法并提供额外的失效保护。
5.材料特性
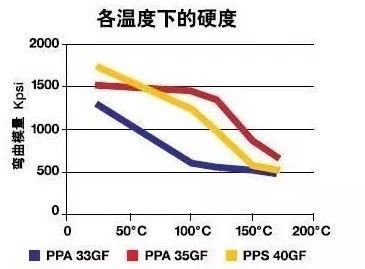
有效的气缸盖罩设计需要各种材料特性共同作用。其中第一种特性是材料硬度。材料的硬度将压紧力从紧固件传递到密封件。PA66在各种温度下具有卓越的硬度, 使压紧力得以传递。
要实现良好的压紧力传递,另一个要考虑的问题是翘曲。如果零件由于翘曲而变形, 它将无法均匀地传递压紧力。通常可以采用适当的模具设计和浇口来解决该问题。对于某些长气缸盖罩,则需要使用低翘曲材料。
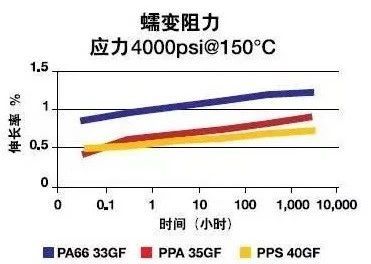
零件不仅必须提供足够的压紧力,还必须长期保持压紧力。导致压紧力下降的常见原因是蠕变(图7)。如上所述,气缸盖罩中的大部分蠕变可以在设计阶段处理,所选材料在这方面可以产生显著影响。
6.零件集成与径向密封
在汽车行业中, 近来出现的一个明显趋势是零件集成,气缸盖罩也不例外。通常这种集成包括气缸盖罩和空气滤清器壳体或进气歧管的集成。在一些情况下,空气滤清器壳体也适合集成到气缸盖罩内。由于考虑到更大的组装灵活性和更加简便的加工,空气滤清器可以成为更好的集成选择。图8显示了这种集成以及进气歧管与气缸盖罩的集成。

另一个新兴趋势是径向密封概念,它最大限度地减少了气缸盖加工过程,还增强了密封系统的性能,下图说明了这种密封的多个密封元件与仅有一个密封元件的传统气缸盖罩的不同之处。
虽然气缸盖罩历来都是由金属所主宰的应用,但PA66是一种具备许多优点的可行替代材料。在考虑制造工艺、材料特性以及行业趋势等相关因素后,设计性能、成本节约以及重量减轻等目标均可实现。
- 下一篇:推荐:汽车制造行业交流通讯录
- 上一篇:拧紧工艺:汽车制造的最后一道工序
举报 0
收藏 0
分享 146
-
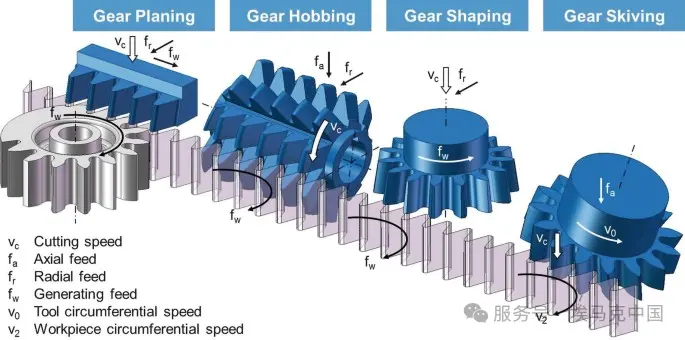
生产工程师指南:滚齿、刮齿与强力车齿——三大
2025-11-06 -

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30 -

埃马克VLC 450 DG:为涂层制动盘磨削而生的高效
2025-10-30 -

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29
编辑推荐





最新资讯
-
陶氏公司与瑞高新材料达成战略合作,
2025-11-06 14:40
-
11月14日苏州大功率电源盛会即将启幕
2025-11-06 11:14
-
生产工程师指南:滚齿、刮齿与强力车
2025-11-06 08:28
-
奇瑞捷豹路虎授予杜尔双项团体奖,常
2025-11-06 08:19
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03