
汽缸盖夹具、产线加工技术探讨,如何实现柔性化?
2019-01-27 15:34:55· 来源:夹具侠
微信公众号

汽缸盖是发动机的几大关键部件之一,零件尺寸较小,但结构形状复杂,壁薄且壁厚不均匀,加工部位多,特别是有数个平面与孔系,导致加工难度很大。发动机缸盖加工技术分析在缸盖零件各加工表面中,通常平面的加工精度比较容易保证,而精度
汽缸盖是发动机的几大关键部件之一,零件尺寸较小,但结构形状复杂,壁薄且壁厚不均匀,加工部位多,特别是有数个平面与孔系,导致加工难度很大。
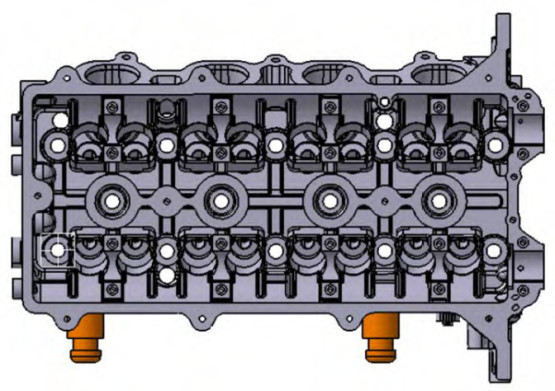
发动机缸盖加工技术分析
在缸盖零件各加工表面中,通常平面的加工精度比较容易保证,而精度要求较高的支撑孔的加工精度以及孔与孔之间、孔与平面之间的相互位置精度则较难保证。缸盖零件的技术要求主要可归纳如下:
1.主要平面的形状精度和表面粗糙度
缸盖的主要平面是装配基准,并且往往是加工时的定位基准,所以,应有较高的平面度和较小的粗糙度值,否则,直接影响缸盖加工时的定位精度,影响缸盖加工的定位精度,影响缸盖与机座总装时的接触刚度和相互位置精度。
一般缸盖的主要平面的平面度在0.1~0.03mm,表面粗糙度Ra2.5~0.63μm,各主要平面对装配基准面垂直度为0.1/300.
2.孔的精度、表面粗糙度及主要孔和平面的相互位置精度
一般缸盖孔的尺寸精度为IT6,圆度、圆柱度公差不超过孔径公差的一半,表面粗糙度值为Ra0.63~0.32μm。其余尺寸精度为IT7~IT6,表面粗糙度为Ra2.5~0.63μm。各孔之间的孔距公差为0.12~0.05mm,平行度公差应小于孔距公差,一般在全长取0.1~0.04mm。同一轴线上主要平面间及主要平面之间垂直度公差为0.1~0.04mm。
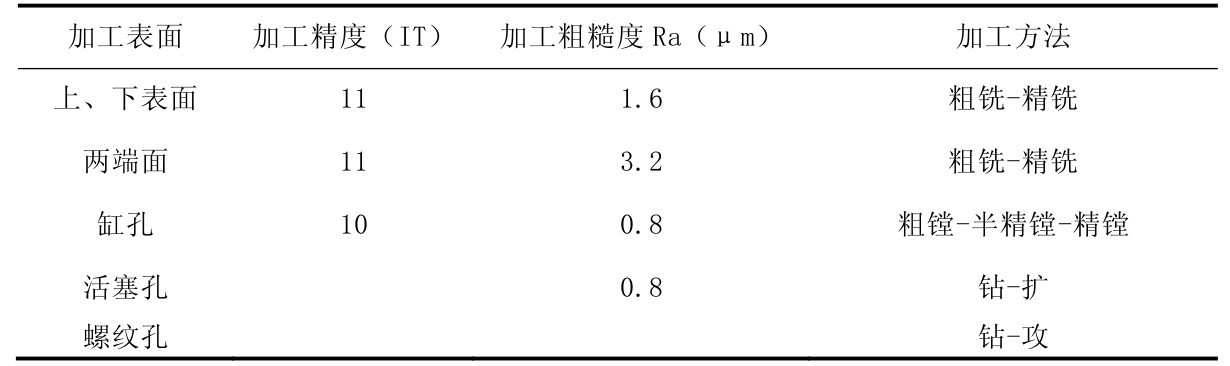
▲发动机缸盖各表面的加工要求和加工方法
欲知发动机缸盖加工工艺全面介绍,戳这里:专业为您解读动力总成缸盖加工工艺,身为机加人都应该看一看。
缸盖专用夹具产品案例
为了保证零件的加工质量,需要设计专用夹具,下面从几个不同的加工情况举例:
①精度要求:±0.01mm
使用机床:卧式加工中心
销孔定位

②精度要求:±0.01mm
使用机床:卧式加工中心
销孔定位、双工位夹具
③精度要求:±0.01mm
使用机床:双主轴卧式加工中心
销孔定位、双工位夹具
④精度要求:±0.01mm
使用机床:卧式加工中心
销孔定位、兼容多种产品

⑤产品描述与特征:
精度要求:±0.01mm
使用机床:双主轴卧式加工中心
销孔定位、四工位夹具
缸盖产线技术应用分析及案例
目前,在汽车发动机的缸盖、缸体、变速箱体和离合器壳等箱体件的加工中,由高速加工中心组成的柔性生产线已大部分替代了自动线、高速加工中心已成为汽车发动机箱体件加工的主要设备。企业需要从整体产线出发,各个加工环节都应契合柔性化的未来趋势,下面简单介绍下四条应用在不同生产环境下的共线技术。
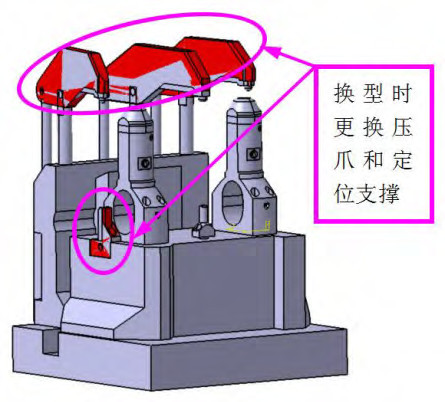
1.换批生产,产品外形基本一致:共用夹具
夹具共用是现场最常使用的方式,需加工零件有销孔设计避让,或采用快速换销结构的夹具,亦或者换型时换销、夹爪等,这种产线的优势在于减少设备停机时间,更换成本也低。
该方案适用于换批生产,初期投入低,各机型的产品外型与工艺基准需最大可能的保持一致。
2.产品换型周期较长:快换夹具
快换夹具对产品外型无特殊要求,只是针对某一机型的专用夹具,缺点是夹具较重,换装较为困难,若是换成换型周期短的产品则不具备经济性。
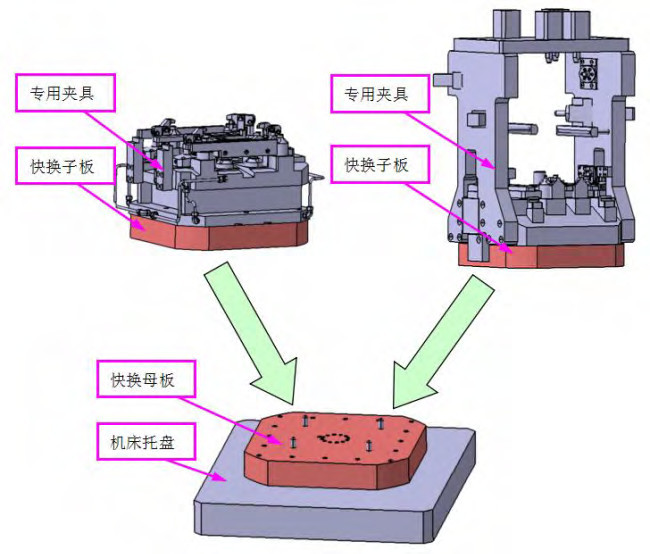
如图所示,专用夹具与快换子板固定在一起,快换母板与机床托盘固定在一起,换型时用专用工具吊起夹具与子板组合体,使之与母板对接即可。
3.产品混线生产:随行托盘
该生产线柔性高,适用于产品混线生产,仅更换随行托盘即可实现共线生产,有效利用产线能力,缺点是初期投入高。
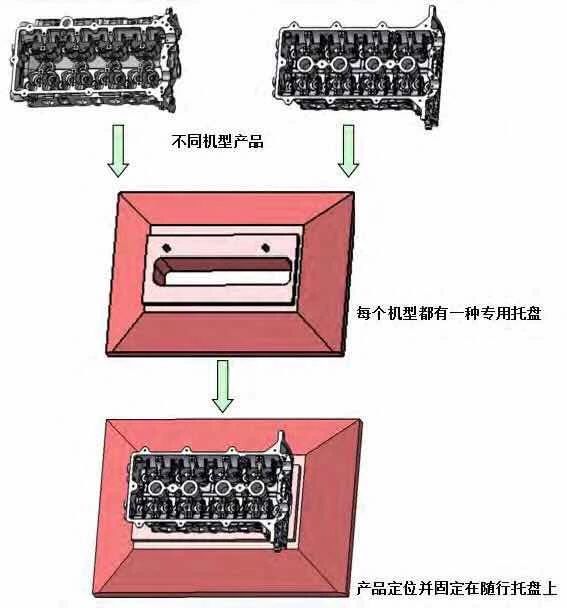
随行托盘装在工件上随工件移动,工件与托盘通过螺栓固定,夹具仅夹紧在托盘上,工件与托盘定位的螺栓孔及销孔是在产品设计阶段设计出的专用孔位。当产品不同时,仅更换随行托盘即可实现共线生产。但由于托盘是随工件移动的,需要数量较多,所需随行托盘数量一般为生产线工位数的3-4倍。
4.换型频率高:零点夹紧
在德系车上应用较多的一种解决方案,即使发动机机型变更,也能保证较大的生产线柔性,因为仅设计相同的零点定位孔就可实现产品在机加设备上的共线,而不需更换工装;若无法设计相同的零点定位孔,也可用采用转接板来实现共线生产。
传统的发动机缸体、缸盖夹具具有以下特点:框架结构,刚性好;重量大;不易安装,定位精度较高;液压驱动,保压设计;复杂程度高;不能重复使用;专机专用;自动化上下料困难;夹持点多,夹紧监控复杂等。
零点快换夹持系统具有以下特点:单面拉紧,一面夹持,五面加工;缸盖为框架结构,刚性好,拉紧无变形;夹具极为简化,定位夹紧销寿命长,一年免维护;避免因夹具干涉而加长刀具,刀具刚性好,标准化高;适合自动上下料;集成监控保证工艺可靠;与压装、检验、质检兼容;适于柔性换线等。

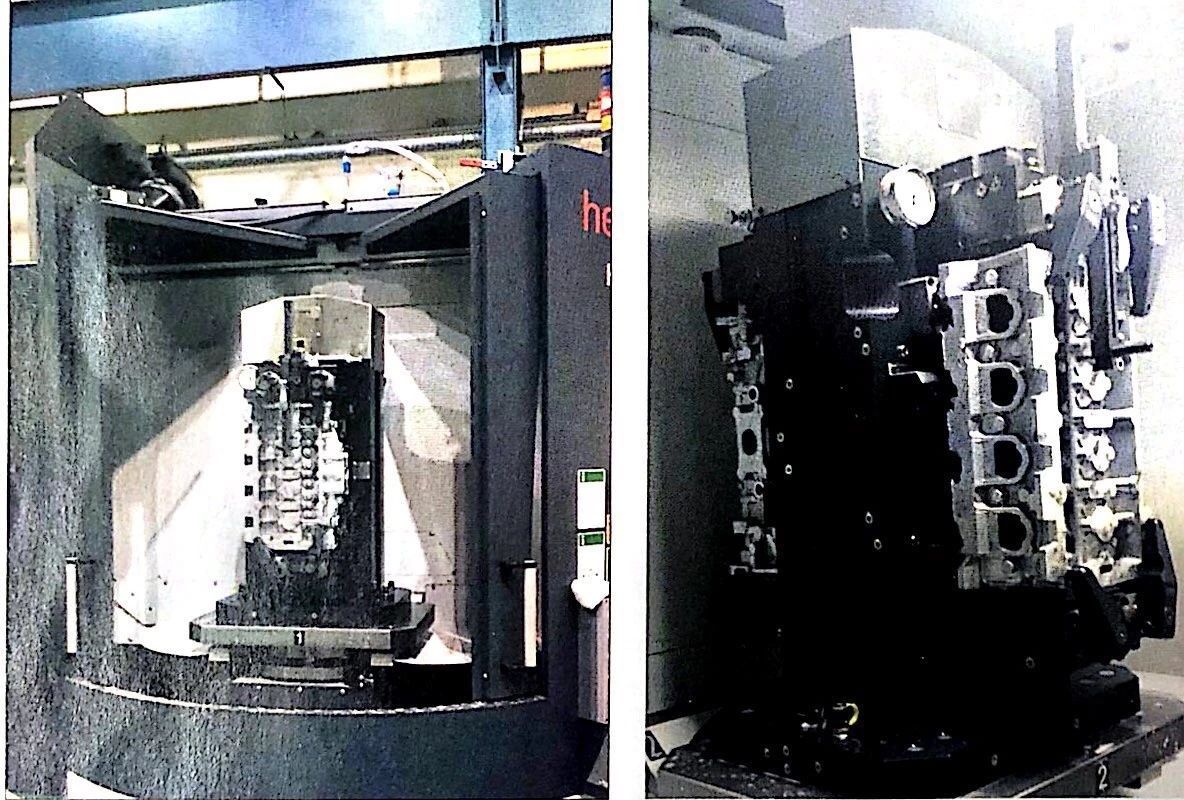
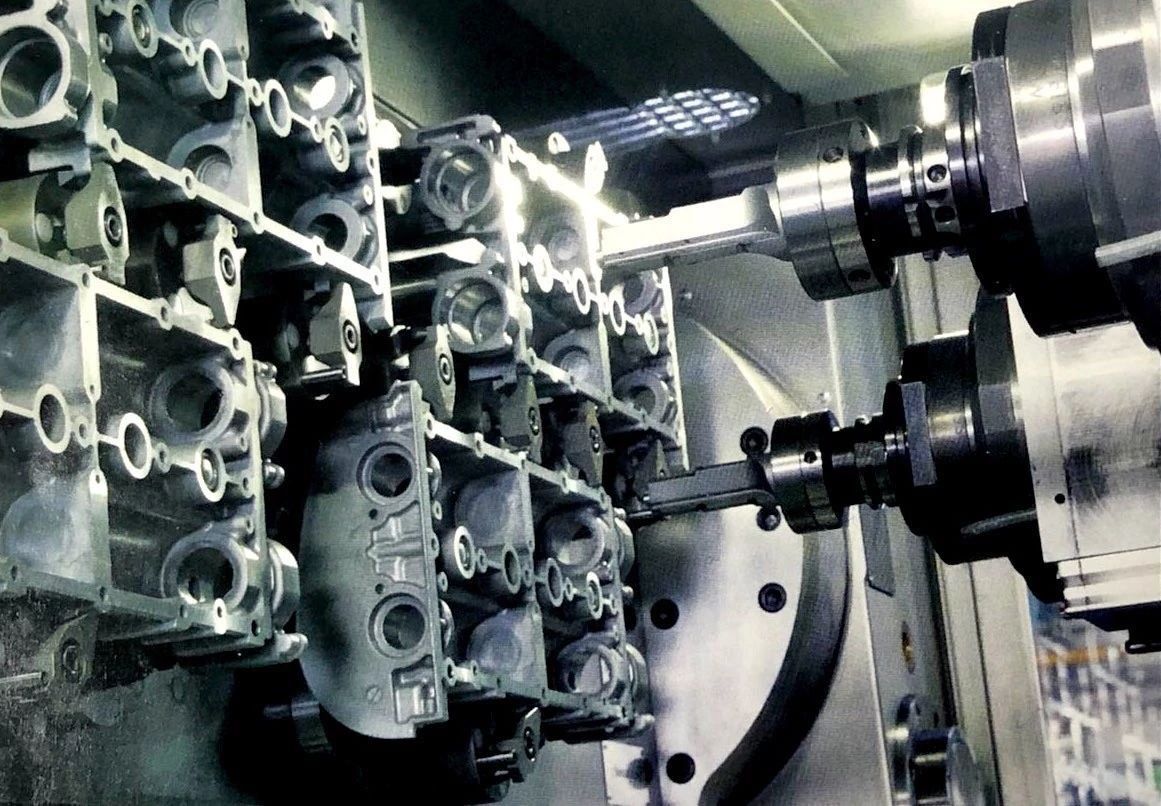
产线实例:奇瑞捷豹路虎这条生产线在机械加工和装配全过程中应用了最新的托盘加工技术,能够高效地完成多种产品混线生产的快速切换。

▲托盘随行

▲自动化生产现场
目前,我国真正具备柔性生产能力的制造企业产能并不多,以缸盖产品为例,随着性能要求日益增高,对制造工艺要求也变得极为严格,从工艺细节分析、到工艺设备选择直至产线的方案设计,都应该体现高度的可靠性与灵活性。
举报 0
收藏 0
分享 132
-

聚焦机床 | 高效成形磨削:埃马克GP 500 H实现
2025-10-30 -

埃马克VLC 450 DG:为涂层制动盘磨削而生的高效
2025-10-30 -

【客户案例】以紧凑型斜切磨床WPG 7,实现高质
2025-09-29 -

强强联合,共谋新篇:埃马克集团与重庆三友集团
2025-09-24
编辑推荐





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33