
铝合金车身及连接技术
2019-01-25 15:48:02· 来源:中国汽车材料网 作者:东风柳州汽车有限公司 李武泉
微信公众号

摘要:以某车型钣金冲压后副车架作为优化对象,通过拓扑、形貌和性能等多目标方法优化,设计成采用液压成形管件与钣金冲压件拼焊成的后副车架,在通过台架试验和可靠性道路试验验证后进行了量产。 关键词:副车架;拓扑优化;多目标;
摘要:以某车型钣金冲压后副车架作为优化对象,通过拓扑、形貌和性能等多目标方法优化,设计成采用液压成形管件与钣金冲压件拼焊成的后副车架,在通过台架试验和可靠性道路试验验证后进行了量产。
关键词:副车架;拓扑优化;多目标;轻量化;液压成形;内高压成形
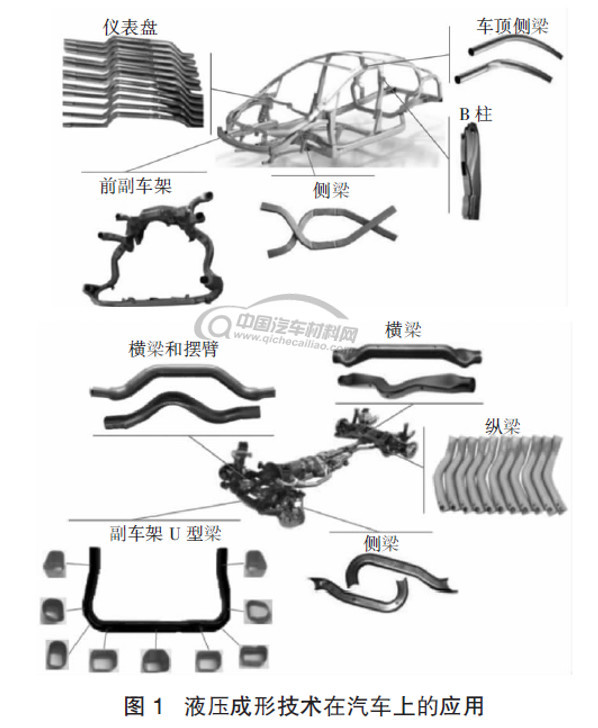
液压成形技术最早广泛应用于航空航天领域,目前已成为汽车产业主流制造技术之一。图1 为液压成形技术在汽车上的应用概览。液压成形与传统成形工艺最大的不同是采用水或者油作为传力介质,从而取代凸模或凹模,通过增加压力使得待加工工件发生适当的塑性变形,从而达到设计要求。液压成形技术的产品具有重量轻、形状可塑性强、刚度高、精度高等特点。在生产过程中可减少零部件种类,焊缝长度、机械加工工序、产品组装工序等,有降低生产成本、缩短加工周期等优点。
本文以乘用车某车型钣金冲压后副车架作为优化对象,通过拓扑、形貌和性能等多目标方法优化后,设计成采用液压成形管件与钣金冲压件拼焊成的后副车架,将原型后副车架由原来的18.2 kg 降低到14.6 kg,实现减重3.6 kg(19.7%),性能保持不变,最大应力降低,同时,零部件采购成本降低25%,给企业带来了非常可观的经济效益。
1 概述
本文所介绍的副车架原型为大型冲压焊接件。该原型副车架的主要结构是由前后、上下钣金冲压件以及一些加强板、附属支架通过焊接构成,焊接方式为二氧化碳和氩气混合气体保护电弧焊。
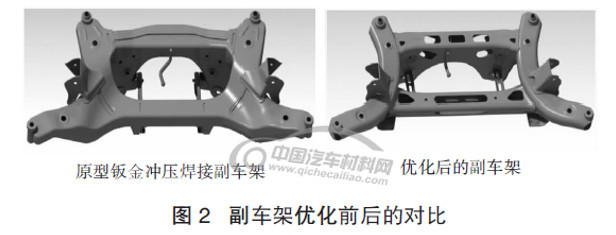
该原型副车架性能冗余、结构臃肿、材料利用率低、零部件采购成本高,故而产生轻量化的需求。通过分析对比副车架发展趋势和该原型副车架结构特点,进行静动态多目标拓扑优化,通过多目标优化,将其优化成液压成形管件和钣金冲压件拼焊结构副车架,优化前后的对比如图2 所示。最后的分析结果表明优化后的副车架整体刚度性能、强度性能和模态固有频率均有提高,减重效果明显,实现了性能不变、结构简化、材料利用率提高、零部件采购成本降低的目标。
2 设计优化
副车架是汽车上的重要总成之一,它把悬架系统与车身连接起来。其主要作用是传递车轮和车身之间的力和力矩,缓和不平路面传给车身的冲击,衰减由此引起的系统振动,确保汽车的行驶平顺性,同时副车架可以提高汽车的操纵稳定性,加强承载式车身在载荷集中位置处的刚度与强度。为此,副车架应有足够的弯曲刚度,以使装载在其上的有关机构之间的相对运动位置在汽车行驶过程中保持不变并使车身变形小;副车架应有足够强度,以保证其有足够的可靠性与寿命,在使用期内不应有严重变形、开裂与脱焊。车架的刚度不足会引起振动与噪音,也使汽车乘坐舒适性和操纵稳定性。
2.1 拓扑优化
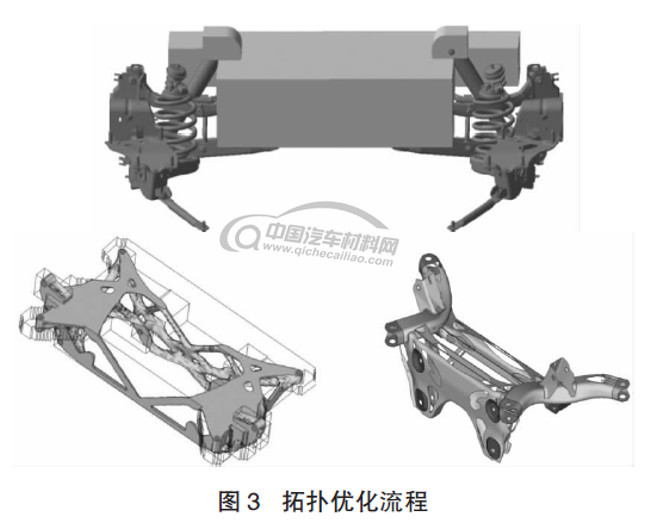
(1)根据整车参数,在Adams/car 中建立汽车悬架动力学模型,根据整车载荷以及载荷分布情况,在动力学模型中对整车11 种典型工况进行仿真分析,得到悬架在相应工况下的载荷。
(2)建立拓扑优化模型,其中包括拓扑优化空间的包络、边界条件的定义和拓扑优化参数的设置等,它们会对优化结果产生重要的影响。
(3)根据建立好拓扑优化模型,输入相应工况下的载荷进行拓扑优化计算并得到拓扑优化结果。
(4)参照扑优化结果进行三维实体建模。拓扑优化流程如图3 所示。
2.2 强度和模态分析
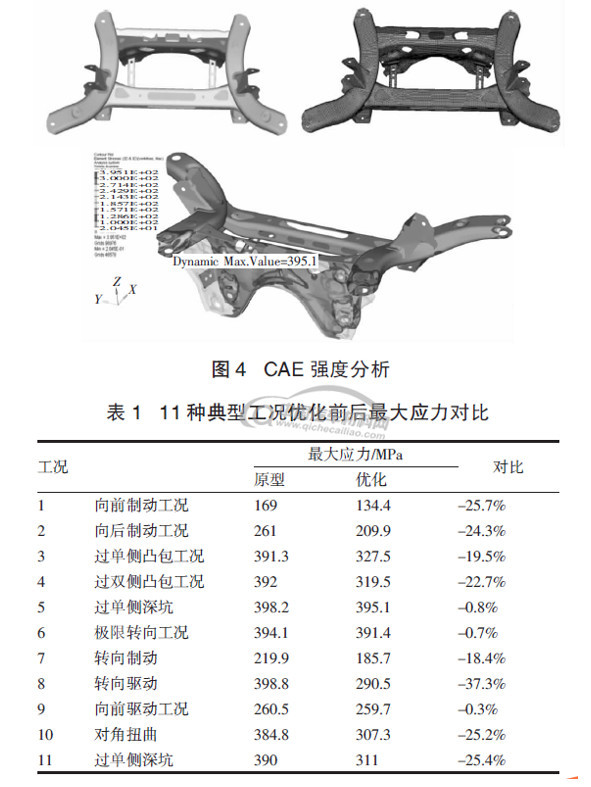
(1)如图4 所示对优化结果进行强度分析,单元尺寸为3 mm,单元类型以四边形为主;螺栓连接采用RBE2 单元模拟;焊缝连接壳单元之间采用共节点模拟;杨氏模量:2.1E5 MPa;泊松比:0.3;密度:7.9E-9 t/mm3,优化结果对比见表1.
(2)副车架模态要求一阶弯曲模态在160 ~ 200Hz 之间,400 Hz 以下不超过8 阶弯曲模态模态间隔最好不小于20 Hz,优化前后对比见表2.

3 液压成形工艺分析
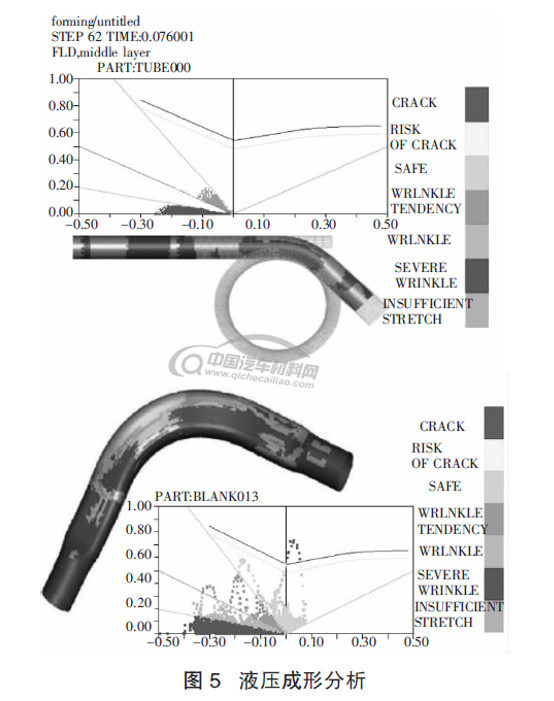
副车架的液压成形管件整个成形过程进行有限元模拟,其中包括:弯曲、预成形、内高压成形三个主要工序,并根据相应的评定标准进行评定,弯曲工序中,对于弯曲半径、弯曲步骤进行合理的调整以适应实际加工,预成形工序中根据副车架不同位置的截面设计预成形模具,并根据成形模拟结果进行修改以达到最优成形效果,内高压成形工序中对于重要的参数如进给量、成形压力、整形压力、初始压力以及加载方式分别进行模拟,对不同参数下的壁厚分布以及成形极限图进行分析,并对不同参数对于成形结果的影响进行总结,综合以上模拟结果得出最优成形结果。副车架的液压成形管成形工艺可以分为弯曲、预成形和内高压成形三道工序。
3.1 弯曲
如图5 所示,由于管坯是一根直管,因此需要预弯工序,将直管弯曲成与液压成形管件最终形状相近的U 形管,现实生产中使用数控机床来进行弯曲,并加装多节活芯、防皱块等组件,这是为了保证管件弯曲工序的精确程度。但是在弯曲过程中,可能会出现一些问题,常见的问题有:(1)内侧管壁的起皱;(2)外侧管壁的过度减薄;(3)回弹。
3.2 预成形
由于液压成形管件的截面形状复杂,考虑到最终成形质量和放入内高压模具的可行性需要对于弯曲之后的管件进行预成形,使其成形过程具有更好的连续性和可行性,并且通过优化预成形模具型面形状,可以减小成形压力和控制壁厚分布。所以预成形工序在副车架液压成形管件整个成形工艺过程中至关重要。
3.3 内高压成形
内高压成形作为副车架液压成形管件的最后一道工序,对于零件最终的质量有着至关重要的作用,要注意初始压力、成形压力、整形压力的大小,并要对加载路径进行优化,避免出现破裂、起皱以及屈曲等缺陷。
4 台架试验
4.1 副车架要求
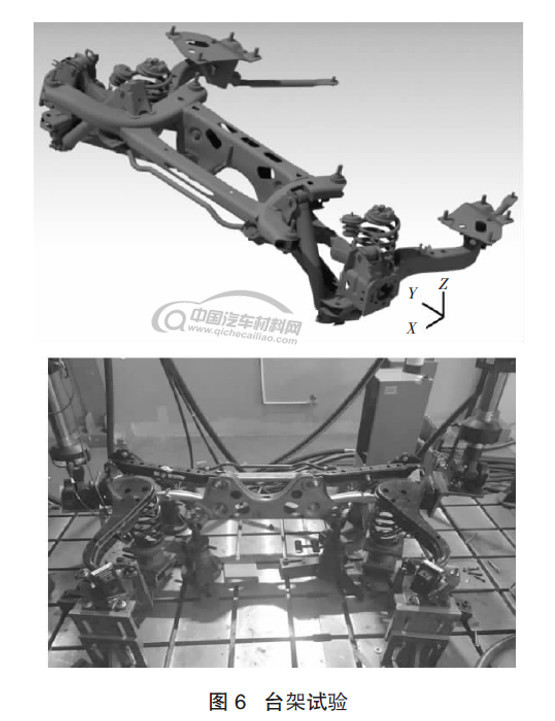
试验样件需正式得到认可的试验报告必须在量产达到抽样基数后进行符合设计图样要求,试验样件不得少于4 件,试验样件必须为随机抽取,抽样基数不少于200 件。前期试制验证阶段的样件每批都要抽样进行试验,试制阶段的抽样基数不能少于10件,每次试验的样品不能少于2 件。在试验过程中,视试验部件的破坏或失效程度决定何时终止试验,在试验中若发现橡胶衬套或其他陪试零件提前损坏或失效,应及时更换该零件,并记录疲劳试验次数及相关零件的破坏程度。使副车架样件以及对手件(副车架安装垫片、缓冲块、上下摆臂、后稳定杆、螺旋弹簧、减振器、后悬纵臂、后悬纵臂安装支架、稳定杆拉杆、橡胶件等)在试验台上按照设计空载状态位置进行装配,如图6 所示。
4.2 侧向力疲劳试验
侧向力加载点为左右轮心点处,左右两边同步加载,加载频率为1~3 Hz,两端侧向力加载-FY(向车辆外侧)、+FY(向车辆内侧),加载力+FY = 15 000 N,加载力-FY = 4 000 N.
4.3 纵向力疲劳试验
纵向力加载点为左右轮心点处,左右两边同步加载,加载频率为1~3 Hz,两端侧向力加载-FX(向车辆前方)、+FX(向车辆后方),加载力±FX = 3 500 N.
4.4 垂向力疲劳试验
垂向加载点为左右轮心点处,加载方向±Fz,以摆臂球头空载位置为基准,+Fz 距离为车轮上跳行程+125 mm,-Fz距离为车轮下跳行程-95 mm,左右两边相位相差180°,频率为1~3 Hz.
4.5 试验判断
副车架在进行40 万次循环内不允许产生明显的永久变形或出现裂纹,每2000 次循环检查一次。
5 可靠性道路试验
路况分配如表3 所列。
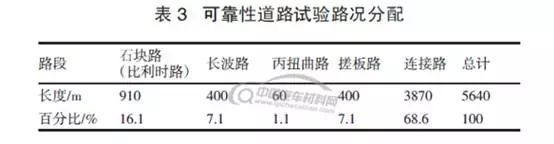
试验路线:起点→石块路→长波路→扭曲路(丙)→外部噪声测试路→带角度搓板路→错位搓板路→长波路→扭曲路(丙)→外部噪声测试路→石块路。其中坏路占31.4%,连接路面占68.6%.
整车可靠性试验场路面综合强化系数20,试验车按7 座满载加载进行可靠性试验,满载状态为:整车油水加满(或用重物拟合),随车工具齐全、安装备胎,乘员按以下方式加载:整车布置方式:前排乘坐两个人,后中间乘坐三个人,第三排乘坐两个人,按标准每人重量(每人75 kg)进行加载,其余载荷按行李箱行李布置加载,循环试验要求里程30 000 km,在试验过程中要检查试验零部件是否有开裂、变形、异响等不良现象,并如实记录和反馈,若有金属失效件断裂等故障,需将断口用塑料材料封装缠绕与空气隔绝,防止生锈影响后续的断面分析。试验结果无永久变形或出现裂纹,通过可靠性道路试验验证。
6 结束语
有研究表明,若汽车整车重量降低10%,燃油效率可提高6% ~ 8%;汽车整备质量每减少100 kg,百公里油耗可降低0.51 L. 这使得轻量化被广大汽车生产企业所重视。本文通过拓扑、形貌和性能等多目标优化方法并结合液压成形技术实现了轻量化目标,将某车型后副车架由原来的18.2 kg 降低到14.6kg,实现减重3.6 kg(19.7%),并通过试验验证和实现量产。
来源:《装备制造技术》
作者:李武泉
(东风柳州汽车有限公司)
举报 0
收藏 0
分享 126
-

乘用车金属冲压
2025-05-29 -

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04






最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33