
机器人打磨-增加力控超乎想象!
2018-11-05 15:24:58· 来源:ATI工业自动化
微信公众号

在工业制造领域,有很多零件需要在焊接、铸造、成型或加工后进行后处理,包括打磨,抛光及去毛刺。例如汽车行业的发动机缸体、缸盖、变速箱壳体、汽车轮毂;一般行业的卫浴五金;航空与能源行业的发动机叶片,涡轮叶片;3C行业的笔记本电
在工业制造领域,有很多零件需要在焊接、铸造、成型或加工后进行后处理,包括打磨,抛光及去毛刺。例如汽车行业的发动机缸体、缸盖、变速箱壳体、汽车轮毂;一般行业的卫浴五金;航空与能源行业的发动机叶片,涡轮叶片;3C行业的笔记本电脑、平板电脑、手机等。

目前国内大部分工件去毛刺加工作业大多采用手工,或者使用手持气动,电动工具进打磨,研磨,锉等方式进行去毛刺加工,容易导致产品不良率上升,效率低下,加工后的产品表面粗糙不均匀等问题。传统的人工去毛刺已经满足不了现代化工业生产的需要,传统的人工去毛刺噪音大,速度慢,打磨的同时会产生很大的粉尘,对人的健康造成很大危害。

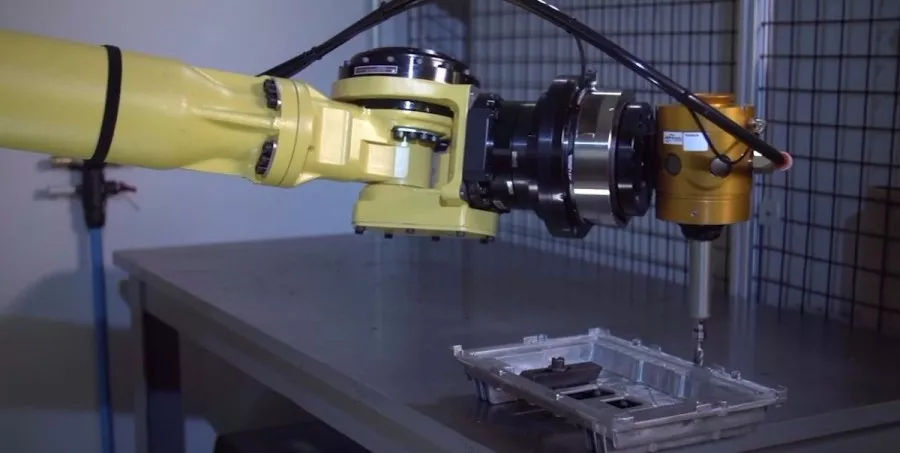
近年来越来越多的厂家开始使用机器人安装电动或气动工具进行自动化打磨。机器人去毛刺的方案普通有两种形式,一是机器人装载加工主轴,工件固定,二是机器人抓取工件,加工主轴固定,两种方式都是目前比拟主流的方案。

与手持打磨比较,机器人去毛刺能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,采用机器人夹持电动,气动产品去毛刺针对不规则毛刺处理时容易出现断刀或者对工件造成损坏等情况发生。而且传统的铸件清理技术采用位置控制原理,因需要尽可能精确地确定机器人运行路径,编程工作复杂而耗时。传统技术尽管在理论上可获得恒定的研磨抛光质量,然而事实并不尽如人意,加工后的铸件往往前后品质不一,公差各不相同,难以获得稳定的工艺效果。

关于复杂构造的工件、毛刺散布分散的工件也能对应。而且机器人具有可编程性,新的产品导入只需求改换工装治具,顺序切换就能完成。这使设备具有更高的柔性化,更合适目前企业的需求。同机遇器人去毛刺的方案能增加工人休息强度或间接省去工人,无效保证加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是明显的,纵使设备投入本钱略高,也越来越多被企业承受。
随着机器人力控技术的发展,浮动机构和刀具的使用,如同人手滑过工件毛刺般进行柔性去除毛刺,能有效避免造成刀具和工件的损坏,吸收工件及定位等各方面的误差。力控软件由二种先进的核心功能组成。一种是压力控制功能,当机器人进行铸件研磨抛光时,该功能可保持刀具对工件的压力始终不变:另一种是变速控制功能,当机器人对铸件的表面或分型线进行去毛刺、去飞边操作时,该功能可持续控制其操作速度,在遇到较大凸起时能自动减速运行。
机器人去毛刺浮动机构能通过换枪盘进行自动换刀,进行多工序加工。工业机器人对作用在机器人工具上的力和力矩作出灵敏的反应。

传统的机器人编程方式采用定义路径与速度的原理。也就是说,不论加工过程中受力大小,机器人的运行路径与速度始终保持预先所设的值。如果所设路径与零件的表面或尺寸不吻合,将立即产生质量问题,还可能损坏刀具。
为解决机加工中的实际问题,各机器人厂家根据六轴力/力矩传感器系统精心开发了力控软件。采用该软件的机器人能迅速而精确地适应加工材料或零件的表面轮廓及连贯性。并且可以采用图形编程界面、压力控制和变速控制这三种新功能为机器人的机加工应用开辟了新空间,有助于改善加工效果、提升产品质量、提高生产效率、加快编程进度、缩短节拍时间、降低生产成本。
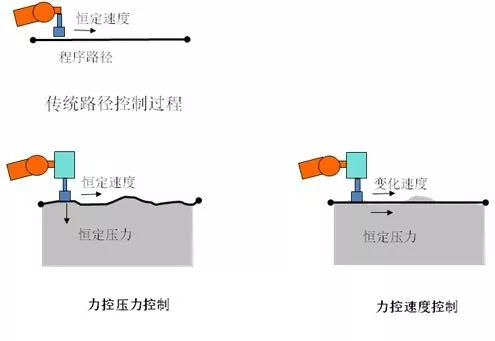
1、传统位置控制
路径和速度恒定,与外界受力无关。
表面质量差,工具和机器人容易受损,风险高
2、力控压力控制
路径可根据工件表面凹凸调整
可控的材料去除速率
3、力控速度控制
速度可调
可控的材料去除量
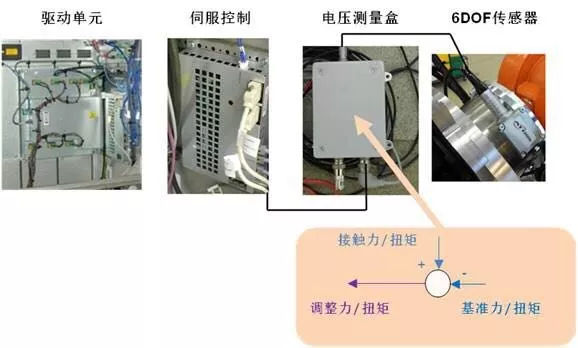
4、力控怎样工作?
力传感器连接至机器人控制柜,机器人可精确感知外部环境
路径修正基于力传感反馈
高质量的实时路径修正
需要如下配置:
力传感器(可置3个力和3个转矩)
电压检测盒
线缆包
传感器控制界面
控制应用软件
5、六轴力/力矩传感器
ATI多轴力/力矩传感器系统测量全部六个力和力矩。系统包括一个传感器,高柔性屏蔽电缆,智能数据采集系统,Ethernet/DeviceNet连接或F/T控制器。为机器人和科研应用提供实时测量六个自由度的力和力矩值(Fx, Fy, Fz, Tx, Ty和Tz)的能力。传感器安装于应用工具的后方,通过一根小口径、高柔性、长寿命的电缆与其配套的电子设备连接。不同防护等级、钛合金材质,以及定制型号的产品可供选择。ATI多轴力/力矩传感器可适用于产品测试、打磨和抛光、科学研究、电子装配、生物力学研究、机器人外科手术、康复医学等、风洞实验、航空行业等应用中。

六轴力/力矩传感器产品特点:
过载保护
FT传感器经久耐用,其安全系数可以达到4080%,其依赖于模块化和精确校准。
高信噪比
硅应变片产生的信号强度是常规的金属箔应变计的75倍,起信号被放大,大道零噪音失真的效果。
高速输出
F/T系统通过ISA控制器可超过28.5 KHz的输出速率,该速率可达到任何运用的和数据采集的要求。
通用输出
PCI、PCIe、PXI USB、模拟信号、离散I/O、Rs 232、Rs 485、CAN、Ethernet、Profinet、EtherCAT、Wireless等多种工业总线。
温度补偿
能提供室温下的±25˚ 左右的硬件温度补偿,保证其准确达到最大化。
6、电压检测盒
电压测量和通过A/D转换器变为模拟信号
电压测量盒直接连接传感器和轴计算机
当采用了专用力控软件的机器人,能使力传感器的反馈时间达到10ms,不要小看这个反馈时间,打磨质量与力反馈时间息息相关。

对于复杂曲面的打磨去毛刺,编程更推荐采用离线,通过离线软件,可以很简单的选取需要加工的曲面,然后由模拟软件自动生成路径轨迹,大大提高了编程的效率及质量。
以前,未确定的铸件毛刺很难或者有时候根本无法通过机器人进行自动修整。而通过识别不同毛刺轮廓精确位置的传感系统,精确确定毛刺后,机器人开始以很高的可重复性精确修整。现在机器人专家已经可以通过前置的检测设备顺利解决铸件无法确定的困难,因此可以有针对性地进行修整。
机器人力控打磨,更光滑您的打磨工件!
举报 0
收藏 0
分享 146
-

库卡发布五大工业机器人智能体,具身智能应用提
2025-09-23 -

2024海康机器人行业解决方案系列发布会
2024-10-14 -
2024年机器人行业5大发展趋势
2024-07-29 -

AMTS | 以智驭新,协作创造汽车行业新质生产力
2025-02-17
编辑推荐





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33