
浅谈激光切割在钣金行业的运用
微信公众号

激光切割方式
图1所示为激光切割的三种方式。
图1 激光切割方式
激光熔化切割
⑴激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
⑵激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,气体本身不参与切割。
⑶激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
⑷最大切割速度随着激光功率的增加而增加,随着板材厚度增加和材料熔化温度增加而成反比例地减小。在激光功率一定的情况下,限制因素是割缝处的气压和材料的热传导率。
⑸激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。对于钢材料来说,会产生熔化但不到气化的激光功率密度,激光功率密度在104W/cm2~105W/cm2之间。
激光火焰切割
激光火焰切割与激光熔化切割不同之处在于其使用氧气作为切割气体。借助于氧气和加热后金属之间的相互作用,发生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比切口质量更差。实际上生成了更宽的割缝、明显的粗糙度、增加热影响区区域和更差的边缘质量。
⑴激光火焰切割在加工精密模型和尖角时是有缺陷的(有烧掉尖角的危险)。可以使用脉冲模式激光限制热影响区。
⑵所用的激光功率决定切割速度。在激光功率一定的情况下,限制因素是氧气的供应和材料的热传导率。
激光气化切割
激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。为了防止材料蒸气冷凝到割缝壁上,材料厚度一定不要大大超过激光光束直径,该加工因而只适合用在没有熔化材料排出的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于木材和某些陶瓷,这些材料通常要达到更厚的切口。
⑴激光气化切割中,最优光束聚焦取决于材料厚度和光束质量。
⑵激光功率和气化热对最优焦点位置有一定的影响。
⑶板材厚度一定的情况下,最大切割速度反比于材料气化温度。
⑷所需激光功率密度大于108W/cm2,取决于材料、切割深度和光束焦点位置。
⑸板材厚度一定的情况下。假设有足够的激光功率,最大切割速度受到气体射流速度限制。
激光加工过程
加工过程指激光光束、加工气体和工件之间的相互作用。图2所示为加工参数。
图2 加工参数
切割过程
在进行切割之前,激光必须将工件加热到材料熔化和气化所需的温度。
切割平面由一个几乎垂直的平面组成,该平面吸收激光辐射加热并熔化。在激光火焰切割中,进入割缝的氧气流进一步加热熔化区,达到接近沸点温度,产生的气化把材料移走。同时借助加热气体,液化材料从工件下部排出。
激光熔化切割中,液化材料随气体排出,该气体保护割缝以防氧化。连续的熔化区沿着切割方向逐渐滑移,因而得到一条连续割缝。激光切割过程许多重要活动发生在该区域,对这些活动的分析可以得到激光切割的重要信息,可以计算切割速度并解释牵引线特性的形成。
材料特性
在工件上进行切割的结果可能出现整洁的切口,或者相反,存在边缘粗糙或过烧情况。
影响切割质量最重要的因素有。
⑴合金成分。
合金成分在一定程度上影响着材料的强度、比重、可焊接性、抗氧化能力和酸性。铁合金材料中的一些重要元素有碳、铬、镍、镁和锌等。
碳含量越高,材料越难切(临界值认为是含碳0.8%)。以下型号碳钢用激光切割效果很好:St 37-2,StW 22,DIN 1.203。
⑵材料基本微观结构。
一般来说,组成材料的颗粒越细,切割边缘质量越好。
⑶表面质量和粗糙度。
如果表面有生锈区域或氧化层,切割的轮廓将不规则并出现许多破损点;要切割波纹板,就选择最大厚度切割参数。
⑷表面处理。
最常用的表面处理有镀锌、涂漆、阳极电镀或覆盖分层塑料胶片。用锌处理过的板材易在边缘出现挂渣。对于涂漆的板材,切割质量依赖于所涂产品的成分组成。
有分层材料涂层的板材非常适合激光切割。为了使电容式探测无故障工作,让分层涂层得到最优粘合(避免产生浮泡),分层边必须总是在切割工件的上部。
⑸光束反射。
光束在工件表面如何反射取决于基本材料、表面粗糙度和处理方式。一些铝合金、铜、黄铜和不锈钢板材具有高反射率特点。切割这些材料时,要特别注意调节好焦点位置。
⑹热传导率。
焊接时,低热传导率的材料和高热传导率的材料相比,需要更小的功率。比如对于铬镍合金钢,所需的功率要小于结构钢,加工产生的热吸收也更少。又比如铜、铝和黄铜这些材料焊接时会散失掉一大部分吸收激光产生的热,因为热从光束目标点处传导开了,所以热影响区的材料更加难熔化。
⑺热影响区。
激光火焰切割和激光熔化切割会导致切割材料边缘区域发生材料变异。关于热影响区域的范围与基本材料厚度之间的关系,表1列出了一些参考数值。
表1 材料厚度与热影响区域的关系
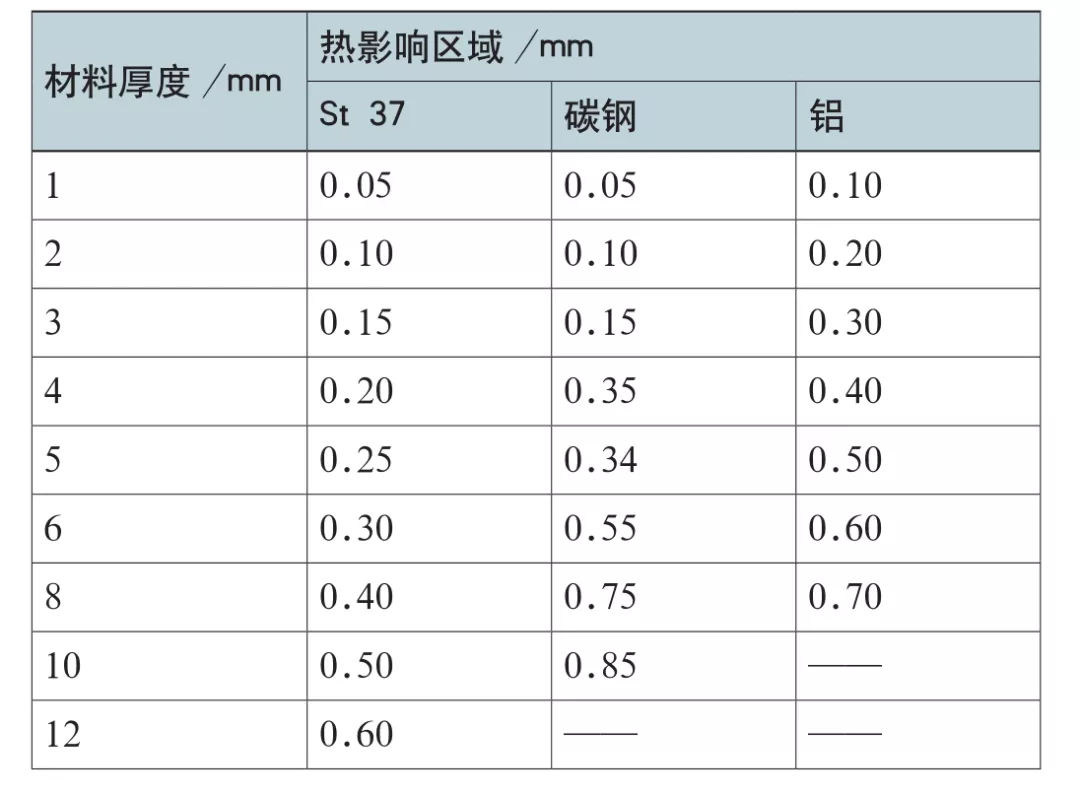
从表中可以了解:⑴加工低碳钢或无氧钢时,热影响区淬火现象减少了;⑵高碳钢(比如Ck60)会出现边缘区域变硬现象;⑶硬轧铝合金的热影响区会比其余部分稍微软一些。
-

比亚迪叉车:以新能源科技链接传统酿造文化
2025-10-14 -

2025工博会:从产线到医院、从实验室到课堂,库
2025-09-24 -

比亚迪叉车:新能源时代的绿色智能引擎
2025-08-19 -

风雨不动安如山——比亚迪叉车构筑“绿色堡垒”
2025-07-30

编辑推荐





最新资讯
-
「赋能进步•共话工业高质量发展」壳
2025-10-20 10:26
-
金杯品牌日即将启幕 4.0质慧工厂全面
2025-10-18 15:30
-
奇瑞汽车,成立新公司!
2025-10-18 08:59
-
宝马建成全球首座人工智能汽车工厂!
2025-10-17 13:23
-
深圳电机产业链交流会议程正式公布
2025-10-14 14:31