
浅谈涂装车间废气处理设备安装调试
2018-05-30 16:03:33· 来源:现代涂料与涂装
微信公众号

汽车涂装作为汽车生产的重要环节之一,其废气处理效果成为了涂装车间的主要环评考核项。涂装车间废气要主要来源有烘干废气和喷漆废气,烘干室产生的废气主要通过RTO和TNV高温焚烧等方式进行处理,喷漆室产生的低浓度废气则采取高空排放的方式处理。
浅谈涂装车间废气处理设备安装调试
李恒,刘立祥,崔贺飞
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定071000)
0 引言
汽车涂装作为汽车生产的重要环节之一,其废气处理效果成为了涂装车间的主要环评考核项。涂装车间废气要主要来源有烘干废气和喷漆废气,烘干室产生的废气主要通过RTO和TNV高温焚烧等方式进行处理,喷漆室产生的低浓度废气则采取高空排放的方式处理。
随着近几年环保法规的严格,国家对涂装车间废气排放标准也日趋严格。某公司涂装车间废气处理设备采用“沸石吸附转轮+废气焚烧系统(旋转RTO)”的废气处理方式,本文通过跟踪废气处理项目的安装调试过程,对废气处理设备的运行原理及安装调试过程中的一些注意事项进行了简单介绍。
1 废气处理设备简介
1.1 沸石转轮特性
沸石的主要成分是硅和铝,通过把沸石加工成特定孔径并放置在特定的温度环境下,沸石对有机污染物具有了一定的吸附和脱附作用。沸石转轮利用这种特性在转轮上设置不同大小的区域,通过驱动沸石转轮旋转,将大风量、低浓度的气体浓缩为小风量、高浓度的气体,降低了废气处理成本。
1.2 废气焚烧系统(旋转RTO)
废气中含有的VOC在被加热到760 ℃以上会氧化分解成二氧化碳和水,本项目废气焚烧系统根据现场废气的处理量,采用RTO进行焚烧处理。 RTO有床式和旋转式2种,综合考虑各种因素,本系统废气焚烧处理方式选用旋转RTO。
1.3 转轮浓缩+旋转RTO焚烧处理系统工作原理
转轮浓缩+旋转RTO焚烧处理系统工作原理如图1所示。
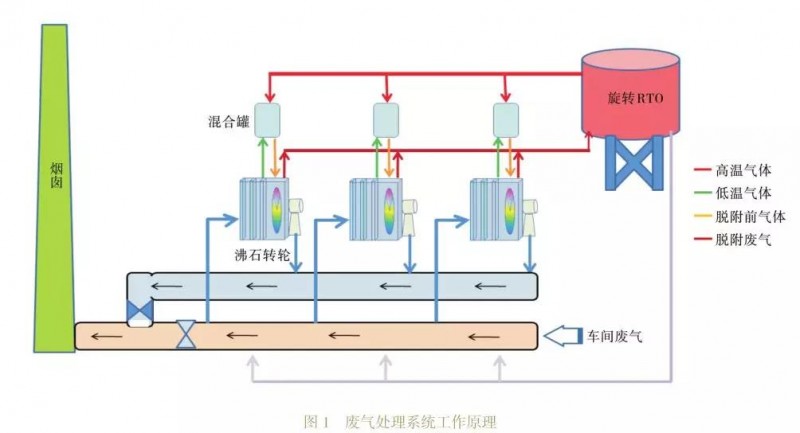
废气处理设备改造原理:在原有废气排放烟囱排放之前风道前上增加切换阀门,通过对废气进行经过升温调湿后,废气达到沸石转轮的最佳吸附条件(温度40℃,相对湿度70%)后由废气引风机送到沸石转轮进行吸附,将废气分子留存在沸石转轮吸附介质上,吸附过滤后的达标气体则直接排放到烟囱。随着转轮不断旋转,转沸石中废气分子到达脱附区(180~220 ℃),废气分子在脱附风机脱附力作用下离开沸石转轮。通过脱附浓缩后的废气浓度可达到原来的8~14倍。
浓缩后的废气由被风机送到旋转RTO,废气在800 ℃左右高温下焚烧,使废气中的大分子污染物最终分解成为二氧化碳和水。分解后的气体小部分用于转轮的高温脱附,大部分则进入到下一阶段用于送风的升温调湿。
2 设备单机调试
2.1 电机状态确认
设备上电之前断开电控柜的开关,有专职负责人联系相关方对电机的接线端子固定连接的地方进行检查确认,确认无误后对设备进行上电。主电柜由上到下依次地上电,有异常及时排查处理。设备上电前确认风机前后相关阀门的开启情况,保证风机前后的阀门为打开状态,以避免风机启动时风量过大对风阀造成损坏。上电后对风机进行点动测试,设备点动后,现场确认电机的旋转方向是否与设备的标牌以及现场的使用情况一致,不一致的及时调整并做好相应的调试记录。
2.2 气动阀门管路确认
涂装车间的废气处理设备作为安全等级比较高的设备,其阀门的控制回路采用气动的控制方式进行联接。风道及风管的切换阀门安装之前要用扳手对阀板的切换测试,有异常情况及时进行修整,确认阀门状态完好后才能进行组装。阀门控制部分的气动管路通气后首先切换测试确认阀门的动作状态,确认无异常后做好相应的调试记录。
2.3 RTO旋转阀动作状态确认
现场采用的带旋转阀的RTO,旋转阀分为:进风区和回风区。RTO设备自身比较大,往往采取模锻化方式运输到现场进行安装。设备在联动调试前需进行设备状态的确认。设备运行前先检查设备的润滑情况,将旋转阀的运行润滑部位进行二次加油润滑,保证需要设备各润滑点润滑完成。旋转阀的电机采用变频方式控制,设备送电后通过变频器电流的显示观察旋转阀的运行状态,确认运行电流是否正常。旋转阀初次开启时需进行长时间的运行磨合,以保证后期设备的稳定性。
2.4 沸石转轮调试
沸石转轮调试前先进行转轮箱体内部的保洁工作,做到无灰尘、杂质等,同时检查周围环境情况,清理转轮现场无关人员,并在设备调试区域拉设警示带等方式做好防护标识。开启设备,检查转轮是否存在偏心等情况。调整转轮电机的频率,确认转轮在不同频率下的转动,与此同时调整转轮的链条张紧,确保转轮在调试状态下运行稳定。
2.5 RTO点火测试
RTO设备以天然气为燃料进行焚烧处理浓缩后的车间废气。RTO点火前需对天然气的管路进行确认。天然气管路制作完成后需用压缩空气进行对扫,以清除管路内的焊渣铁锈等杂质。吹扫前确认管路中各阀门处于关闭状态,以避免杂质进入,影响设备后期使用性能。设备吹扫完毕后,进行管路保压,保压完成后用氮气充满燃气管路清除管路内的空气,氮气充完后用天然气进行置换。置换时同时打开天然气的进气阀门和管路内的氮气排放阀门,用燃气浓度监测仪检测取样口的燃气浓度,燃气浓度达到100%天然气置换完成,可进入点火测试阶段。注意:为保证设备的顺利点火可在浓度达到100%后将天然气多放散一段时间。
3 设备联机调试
设备联机调试可将RTO升温测试与工艺的联调分开,以便节约调试时间。
3.1 RTO升温测试
调试前再次确认各相关阀门的状态,:现场确认手动阀门开关状态,手动测试气动阀门的动作情况。确认RTO各个检修孔处于密封状态。确认RTO设备的防爆片的状态是否处于完好。由于设备的燃烧器初次运行,注意调整燃烧器调试时设备的最小火位(设备的点火、保温)及最大火位(设备升温时间)火焰的稳定状态。设备稳定运行时稳定温度在800 ℃左右,设备初次升温速度不宜太快,从200 ℃到800 ℃升温,可设定2~3个温度阶段,每个阶段温度保持在3 h左右。升温过程设专人负责,记录设备运行中的状态,遇到异常及时处理。升温测试前注意先确认设备报警信号完善到程序报警之中,以避免由于程序不完善而造成危险。
3.2 设备工艺验证
车间的废气进入废气处理设备后,根据需要对车间的风平衡情况进行数据测试,通过通入废气处理设备后的数据与通入废气前数据的对比为基础及对废气处理设备的参数进行调整,最终以满足车间工艺风平衡工艺要求为准。车间废气进入到处理设备后,设备相关阀门:转轮进风温湿度、转轮脱附温度进行PID调节整定,使废气处理设备RTO及吸附转轮达到设备的工艺要求状态。设备状态完善后,相关工艺技术人员对设备废气处理效率进行跟踪测试记录,最终以满足国标及产品技术协议为准。
4 调试过程的注意事项
目前涂装应用的“沸石转轮浓缩+废气焚烧”系统中,转轮表面固化材质以及转轮吸脱附的物质燃点较低,沸石转轮和与高温空气接触,极易发生转轮“闷燃”现象。转轮防“闷燃”关键就是检查转轮吸附效果及时清除转轮的易燃物。时刻监控转轮运行过程中温度波动变化情况,温度波动异常时及时进行报警并进行应急处理。沸石转轮设备安全联锁是整个系统安全控制的关键。调试过程中设备安全联锁测试包括:设备自身开关机时运行条件检查;设备与车间的安全联锁,设备异常后实现快速与车间风道阀门切换;设备异常时,设备自身阀门信号及消防应急联锁等。在设备程序中不断根据现场的实际情况对设备的程序进行完善,做到安全联锁检查到位后才可以开启设备的原则。
5 结语
VOC废气处理设备调试阶段的设备验证直接决定了后期设备的运行效果。调试阶段不仅仅是对安装质量的确认,也是检验后期使用过程中对异常及突发问题处理措施是否完善的验证。做好调试阶段异常问题验证和记录,形成问题库指导后期问题处理,,同时在设备使用过程中跟据现场问题不断地完善问题库,才能使设备更好地为生产服务。
李恒,刘立祥,崔贺飞
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定071000)
0 引言
汽车涂装作为汽车生产的重要环节之一,其废气处理效果成为了涂装车间的主要环评考核项。涂装车间废气要主要来源有烘干废气和喷漆废气,烘干室产生的废气主要通过RTO和TNV高温焚烧等方式进行处理,喷漆室产生的低浓度废气则采取高空排放的方式处理。
随着近几年环保法规的严格,国家对涂装车间废气排放标准也日趋严格。某公司涂装车间废气处理设备采用“沸石吸附转轮+废气焚烧系统(旋转RTO)”的废气处理方式,本文通过跟踪废气处理项目的安装调试过程,对废气处理设备的运行原理及安装调试过程中的一些注意事项进行了简单介绍。
1 废气处理设备简介
1.1 沸石转轮特性
沸石的主要成分是硅和铝,通过把沸石加工成特定孔径并放置在特定的温度环境下,沸石对有机污染物具有了一定的吸附和脱附作用。沸石转轮利用这种特性在转轮上设置不同大小的区域,通过驱动沸石转轮旋转,将大风量、低浓度的气体浓缩为小风量、高浓度的气体,降低了废气处理成本。
1.2 废气焚烧系统(旋转RTO)
废气中含有的VOC在被加热到760 ℃以上会氧化分解成二氧化碳和水,本项目废气焚烧系统根据现场废气的处理量,采用RTO进行焚烧处理。 RTO有床式和旋转式2种,综合考虑各种因素,本系统废气焚烧处理方式选用旋转RTO。
1.3 转轮浓缩+旋转RTO焚烧处理系统工作原理
转轮浓缩+旋转RTO焚烧处理系统工作原理如图1所示。
废气处理设备改造原理:在原有废气排放烟囱排放之前风道前上增加切换阀门,通过对废气进行经过升温调湿后,废气达到沸石转轮的最佳吸附条件(温度40℃,相对湿度70%)后由废气引风机送到沸石转轮进行吸附,将废气分子留存在沸石转轮吸附介质上,吸附过滤后的达标气体则直接排放到烟囱。随着转轮不断旋转,转沸石中废气分子到达脱附区(180~220 ℃),废气分子在脱附风机脱附力作用下离开沸石转轮。通过脱附浓缩后的废气浓度可达到原来的8~14倍。
浓缩后的废气由被风机送到旋转RTO,废气在800 ℃左右高温下焚烧,使废气中的大分子污染物最终分解成为二氧化碳和水。分解后的气体小部分用于转轮的高温脱附,大部分则进入到下一阶段用于送风的升温调湿。
2 设备单机调试
2.1 电机状态确认
设备上电之前断开电控柜的开关,有专职负责人联系相关方对电机的接线端子固定连接的地方进行检查确认,确认无误后对设备进行上电。主电柜由上到下依次地上电,有异常及时排查处理。设备上电前确认风机前后相关阀门的开启情况,保证风机前后的阀门为打开状态,以避免风机启动时风量过大对风阀造成损坏。上电后对风机进行点动测试,设备点动后,现场确认电机的旋转方向是否与设备的标牌以及现场的使用情况一致,不一致的及时调整并做好相应的调试记录。
2.2 气动阀门管路确认
涂装车间的废气处理设备作为安全等级比较高的设备,其阀门的控制回路采用气动的控制方式进行联接。风道及风管的切换阀门安装之前要用扳手对阀板的切换测试,有异常情况及时进行修整,确认阀门状态完好后才能进行组装。阀门控制部分的气动管路通气后首先切换测试确认阀门的动作状态,确认无异常后做好相应的调试记录。
2.3 RTO旋转阀动作状态确认
现场采用的带旋转阀的RTO,旋转阀分为:进风区和回风区。RTO设备自身比较大,往往采取模锻化方式运输到现场进行安装。设备在联动调试前需进行设备状态的确认。设备运行前先检查设备的润滑情况,将旋转阀的运行润滑部位进行二次加油润滑,保证需要设备各润滑点润滑完成。旋转阀的电机采用变频方式控制,设备送电后通过变频器电流的显示观察旋转阀的运行状态,确认运行电流是否正常。旋转阀初次开启时需进行长时间的运行磨合,以保证后期设备的稳定性。
2.4 沸石转轮调试
沸石转轮调试前先进行转轮箱体内部的保洁工作,做到无灰尘、杂质等,同时检查周围环境情况,清理转轮现场无关人员,并在设备调试区域拉设警示带等方式做好防护标识。开启设备,检查转轮是否存在偏心等情况。调整转轮电机的频率,确认转轮在不同频率下的转动,与此同时调整转轮的链条张紧,确保转轮在调试状态下运行稳定。
2.5 RTO点火测试
RTO设备以天然气为燃料进行焚烧处理浓缩后的车间废气。RTO点火前需对天然气的管路进行确认。天然气管路制作完成后需用压缩空气进行对扫,以清除管路内的焊渣铁锈等杂质。吹扫前确认管路中各阀门处于关闭状态,以避免杂质进入,影响设备后期使用性能。设备吹扫完毕后,进行管路保压,保压完成后用氮气充满燃气管路清除管路内的空气,氮气充完后用天然气进行置换。置换时同时打开天然气的进气阀门和管路内的氮气排放阀门,用燃气浓度监测仪检测取样口的燃气浓度,燃气浓度达到100%天然气置换完成,可进入点火测试阶段。注意:为保证设备的顺利点火可在浓度达到100%后将天然气多放散一段时间。
3 设备联机调试
设备联机调试可将RTO升温测试与工艺的联调分开,以便节约调试时间。
3.1 RTO升温测试
调试前再次确认各相关阀门的状态,:现场确认手动阀门开关状态,手动测试气动阀门的动作情况。确认RTO各个检修孔处于密封状态。确认RTO设备的防爆片的状态是否处于完好。由于设备的燃烧器初次运行,注意调整燃烧器调试时设备的最小火位(设备的点火、保温)及最大火位(设备升温时间)火焰的稳定状态。设备稳定运行时稳定温度在800 ℃左右,设备初次升温速度不宜太快,从200 ℃到800 ℃升温,可设定2~3个温度阶段,每个阶段温度保持在3 h左右。升温过程设专人负责,记录设备运行中的状态,遇到异常及时处理。升温测试前注意先确认设备报警信号完善到程序报警之中,以避免由于程序不完善而造成危险。
3.2 设备工艺验证
车间的废气进入废气处理设备后,根据需要对车间的风平衡情况进行数据测试,通过通入废气处理设备后的数据与通入废气前数据的对比为基础及对废气处理设备的参数进行调整,最终以满足车间工艺风平衡工艺要求为准。车间废气进入到处理设备后,设备相关阀门:转轮进风温湿度、转轮脱附温度进行PID调节整定,使废气处理设备RTO及吸附转轮达到设备的工艺要求状态。设备状态完善后,相关工艺技术人员对设备废气处理效率进行跟踪测试记录,最终以满足国标及产品技术协议为准。
4 调试过程的注意事项
目前涂装应用的“沸石转轮浓缩+废气焚烧”系统中,转轮表面固化材质以及转轮吸脱附的物质燃点较低,沸石转轮和与高温空气接触,极易发生转轮“闷燃”现象。转轮防“闷燃”关键就是检查转轮吸附效果及时清除转轮的易燃物。时刻监控转轮运行过程中温度波动变化情况,温度波动异常时及时进行报警并进行应急处理。沸石转轮设备安全联锁是整个系统安全控制的关键。调试过程中设备安全联锁测试包括:设备自身开关机时运行条件检查;设备与车间的安全联锁,设备异常后实现快速与车间风道阀门切换;设备异常时,设备自身阀门信号及消防应急联锁等。在设备程序中不断根据现场的实际情况对设备的程序进行完善,做到安全联锁检查到位后才可以开启设备的原则。
5 结语
VOC废气处理设备调试阶段的设备验证直接决定了后期设备的运行效果。调试阶段不仅仅是对安装质量的确认,也是检验后期使用过程中对异常及突发问题处理措施是否完善的验证。做好调试阶段异常问题验证和记录,形成问题库指导后期问题处理,,同时在设备使用过程中跟据现场问题不断地完善问题库,才能使设备更好地为生产服务。
- 下一篇:上海国际汽车模具和成形工艺装备展览会强势登场
- 上一篇:汽车新四化引发汽车内饰革命




编辑推荐





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33