
激光切割机以氮气高速切割中等厚度碳钢板技巧简介
2017-11-17 13:39:16· 来源:通快
微信公众号

基于二维激光切割的传统工艺,中等厚度的碳钢板(例如4~8毫米)一般都以氧气作为切割气体进行加工。而随着光纤型激光切割机和较高功率激光器的普及,中等厚度的碳钢板完全可以用氮气作为切割气体进行切割,而且相比氧气切割具有以下3大优势:
基于二维激光切割的传统工艺,中等厚度的碳钢板(例如4~8毫米)一般都以氧气作为切割气体进行加工。而随着光纤型激光切割机和较高功率激光器的普及,中等厚度的碳钢板完全可以用氮气作为切割气体进行切割,而且相比氧气切割具有以下3大优势:
优势1:对材料表面较差的碳钢板兼容性更佳

碳钢板材相比于不锈钢更容易受环境因素影响而表面生锈。若以氧气作为切割气体切割表面较差的(例如生锈的或氧化皮较多的)碳钢板,则必须先使用打磨机把锈蚀部分磨去或者以激光汽化的方式把切割轮廓上的锈蚀去除。这两种去锈方式都会耗费额外的时间。而氮气切割则几乎不受表面锈蚀的影响,可以直接进行切割。
优势2:成倍的加工效率和更节省的费用
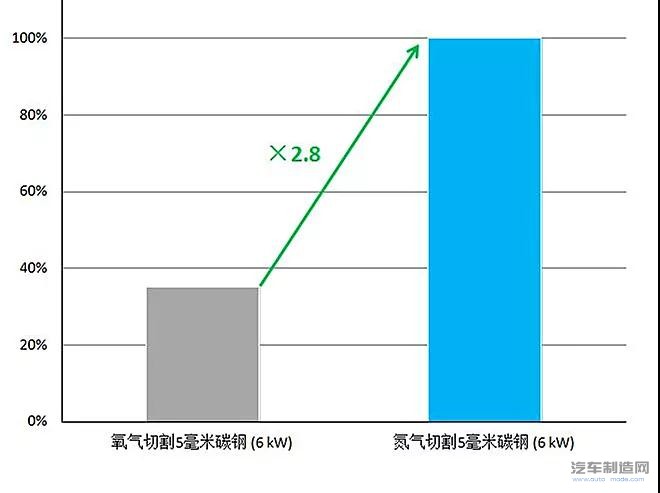
以通快6千瓦固态激光切割5毫米碳钢板为例,运用通快暴风切割技术的氮气切割的效率可达到氧气切割的2.8倍左右。暴风切割还能有效降低氮气的消耗量,最高可节省40%。除此以外,采用氮气切割对延长保护镜片寿命也具有一定成效,帮助用户进一步节省备件成本。
优势3:免去酸洗磷化步骤,方便喷涂焊接
以氧气切割的碳钢工件的切割表面会产生一层亮黑色的氧化层,该氧化层会对后续喷涂或焊接工艺造成极大的不便。反观采用氮气切割的工件,切割表面无氧化层,因此可以直接进行喷涂或焊接工序,省时且方便。

为了解决氧气切割碳钢工件无法直接喷涂焊接的问题,一般会采用酸洗磷化工艺。但是酸洗磷化工艺会产生大量废水,不利于环境保护。随着中国环保政策日益严格,从事酸洗磷化工艺的厂家数量不断减少。
因此,相比于氧气切割,以氮气切割作为切割气体切割中等厚度的碳钢板材具有全方位的优势。欢迎广大激光切割机用户尝试这种工艺并从中受益。
优势1:对材料表面较差的碳钢板兼容性更佳
碳钢板材相比于不锈钢更容易受环境因素影响而表面生锈。若以氧气作为切割气体切割表面较差的(例如生锈的或氧化皮较多的)碳钢板,则必须先使用打磨机把锈蚀部分磨去或者以激光汽化的方式把切割轮廓上的锈蚀去除。这两种去锈方式都会耗费额外的时间。而氮气切割则几乎不受表面锈蚀的影响,可以直接进行切割。
优势2:成倍的加工效率和更节省的费用
以通快6千瓦固态激光切割5毫米碳钢板为例,运用通快暴风切割技术的氮气切割的效率可达到氧气切割的2.8倍左右。暴风切割还能有效降低氮气的消耗量,最高可节省40%。除此以外,采用氮气切割对延长保护镜片寿命也具有一定成效,帮助用户进一步节省备件成本。
优势3:免去酸洗磷化步骤,方便喷涂焊接
以氧气切割的碳钢工件的切割表面会产生一层亮黑色的氧化层,该氧化层会对后续喷涂或焊接工艺造成极大的不便。反观采用氮气切割的工件,切割表面无氧化层,因此可以直接进行喷涂或焊接工序,省时且方便。
为了解决氧气切割碳钢工件无法直接喷涂焊接的问题,一般会采用酸洗磷化工艺。但是酸洗磷化工艺会产生大量废水,不利于环境保护。随着中国环保政策日益严格,从事酸洗磷化工艺的厂家数量不断减少。
因此,相比于氧气切割,以氮气切割作为切割气体切割中等厚度的碳钢板材具有全方位的优势。欢迎广大激光切割机用户尝试这种工艺并从中受益。










最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33