
某SUV轿车后背门内外板一模三件工艺开发
2019-04-10 23:49:41· 来源:苏传义,邰伟彬 锻造与冲压
微信公众号

某SUV轿车后背门分总成如图1所示,主要由后背门外板-上部、后背门外板-下部、后背门内板和左右灯盒5个零件组成,其中,后背门外板-上/下部材料为ST07Z-05-60/60,料厚为0.7mm;内板材料为ST07Z-60/60,料厚为0.7mm。后背门外板-上部
某SUV轿车后背门分总成如图1所示,主要由后背门外板-上部、后背门外板-下部、后背门内板和左右灯盒5个零件组成,其中,后背门外板-上/下部材料为ST07Z-05-60/60,料厚为0.7mm;内板材料为ST07Z-60/60,料厚为0.7mm。后背门外板-上部与后背门外板-下部采用激光焊接,然后与灯盒焊接,最后与后背门内板采用机器人压合,完成后背门分总成产品。
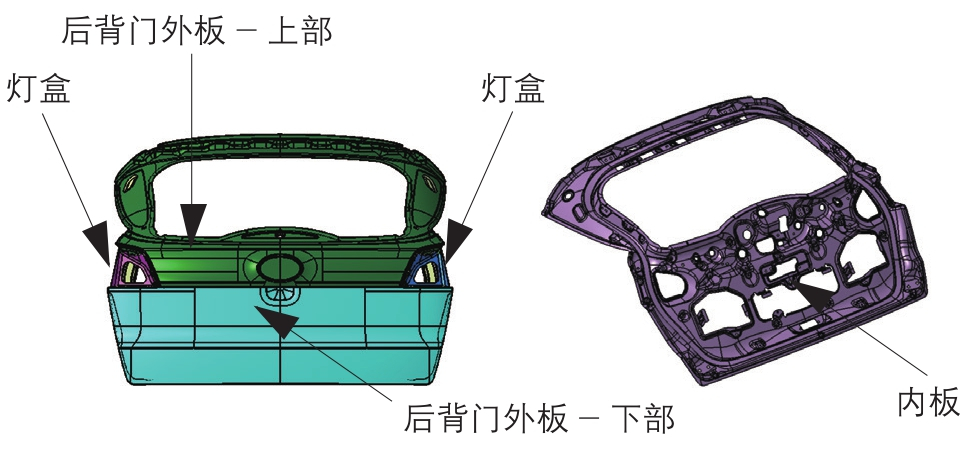
图1 轿车后背门分总成
常规工艺规划方案
为了充分利用大型冲压设备,提高生产效率,后背门内板、后背门外板-上部两个件采用一模双槽的工艺规划方案,共需四道工序分别为拉延、侧修边冲孔、侧修边冲孔翻边、侧冲孔翻边整形,如图2所示。
后背门外板-下部的工艺规划方案为单独制作,由拉延、修边冲孔、翻边三道工序完成,如图3所示。

图2 一模双槽工艺规划方案
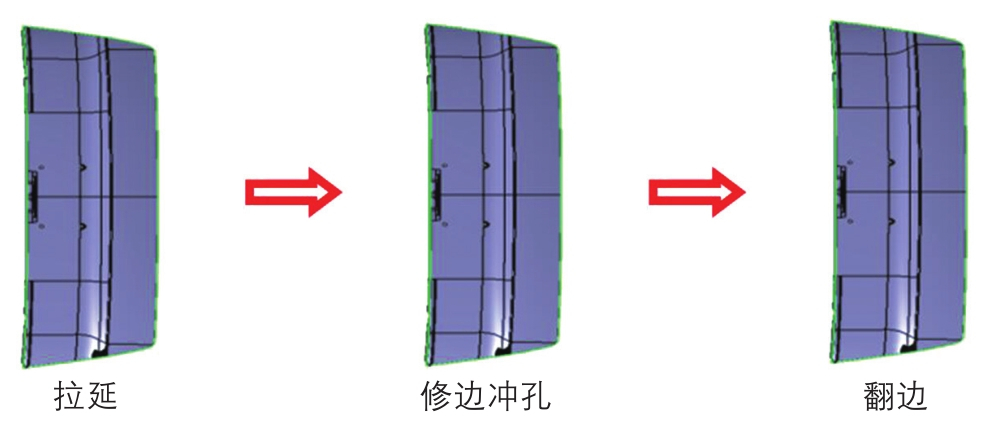
图3 后背门外板-下部工艺规划方案
这三个产品共需7套模具,需要组织两次生产,采用常规工艺方案生产效率低。
一模三件工艺规划方案
本文通过产品开发的同步工程,提出一种新的工艺规划方案,即一模三件工艺规划方案,在产品开发过程中,进行CAE分析,确定方案的可行性。
外板-上部与下部对接拉延成形,采用一张板料,与内板一起制作,采用双槽结构,共需4道工序分别为拉延、侧修边冲孔、侧修边冲孔翻边、侧冲孔翻边整形,如图4所示。
图4 一模三件工艺规划方案
这套方案生产三个产品共需4套模具,一次冲压生产即可完成三个件的制作,生产效率高。
后背门外板-上部、下部对接工艺可行性分析
后背门外板-上部、下部对接拉延是否可行,是该方案的核心。这是一种全新的工艺方案,国内没有这方面的先例,所以必须进行CAE模拟分析,进行方案可行性确定。
⑴拉延造型设计。
由于后背门外板-上部的下侧需要侧翻边、侧整形,所以不能在此侧对接,只能在上侧对接,根据后背门外板-下部的形状特点,其下侧与后背门外板-上部的上侧对接,进行拉延工艺设计,如图5所示。
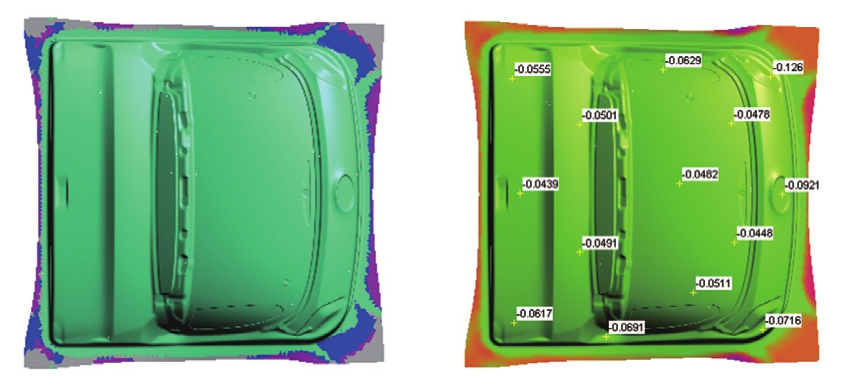
图5 拉延造型
⑵拉延CAE模拟分析。
模拟分析主要检查开裂、起皱、棱线滑移、冲击线、制件的变薄率等是否满足质量要求。经过多轮CAE分析,包括放大产品圆角、更改产品形状、调整压料面、改善工艺补充等措施,得到较好的CAE分析结果:没有起皱开裂现象,变薄率可达到4%以上,如图6所示。
图6 CAE模拟分析结果
特征棱线滑移线状态分析,如图7所示。其中,特征线1:后背门外板-上部主特征线最小曲率半径R12mm,材料经过凸模圆角产生的滑移线8mm。由于是凸模刚与板料接触时产生的滑移,此时接触压力小,圆角大,不会产生面品缺陷;特征线2:后背门外板-上部特征线最小曲率半径R3mm,材料经过凸模圆角产生的滑移线3mm。由于是凸模刚与板料接触时产生的滑移,此时接触压力小,当圆角逐渐形成后,板料不再滑移,不会产生面品缺陷;特征线3:后背门外板-下部特征线最小曲率半径R5.5mm,材料经过凸模圆角产生的滑移线4mm。由于是凸模刚与板料接触时产生的滑移,此时接触压力小,当圆角逐渐形成后,板料不再滑移,不会产生面品缺陷。
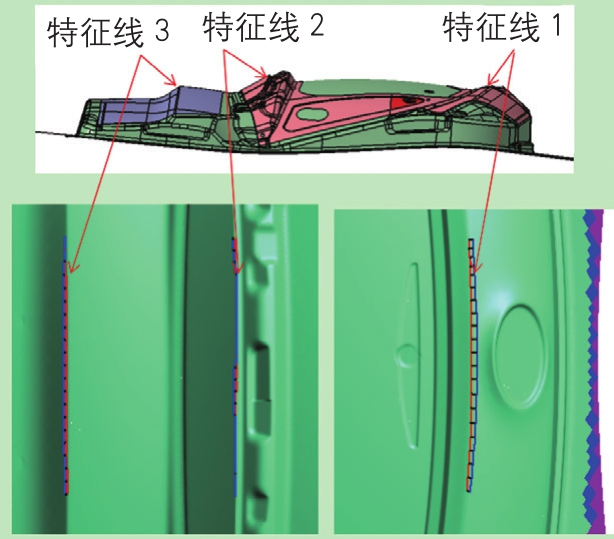
图7 特征棱线滑移线状态分析
⑶后序模拟分析结果。
后背门外板-上部拉延以后,各工序的模拟分析结果如图8所示。通过CAE分析,后背门外板-上部、下部对接拉延工艺方案可行。
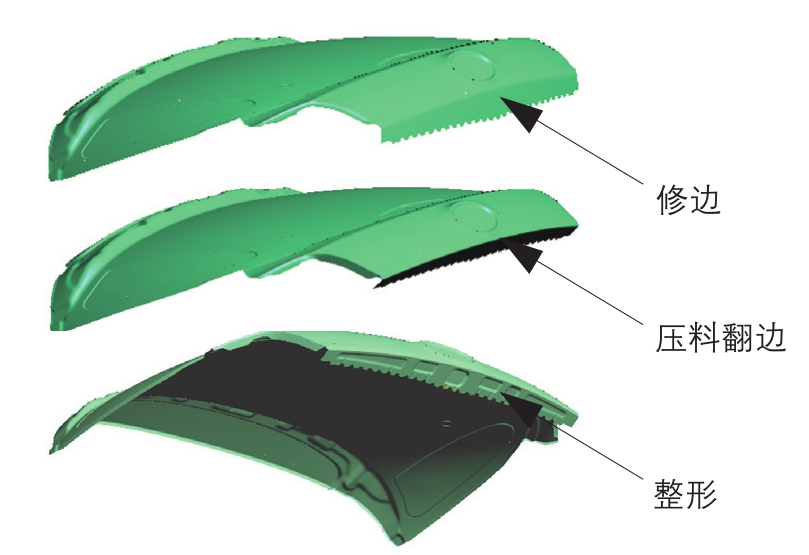
图8 后序模拟分析结果
后背门外板-上部、下部冲压工艺过程
后背门外板-上部、下部4道工序的冲压工艺过程如图9所示。另外,后背门外板-上部与下部搭接处的孔无法在4序内完成,为了节省模具投资,在焊装车间增加气动冲孔工装完成,如图10所示。
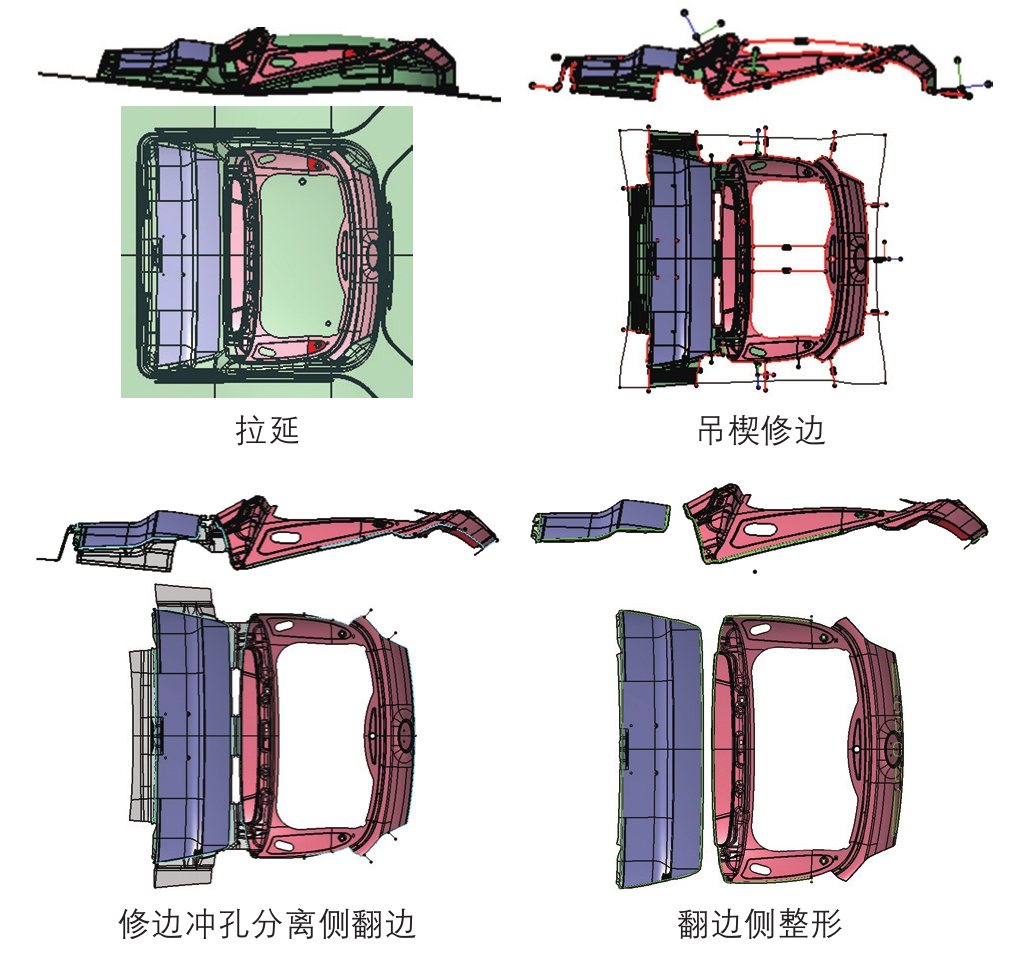
图9 冲压工艺过程图
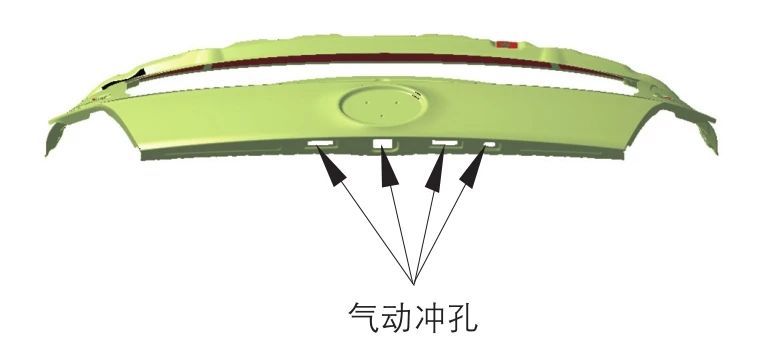
图10 气动冲孔
后背门内板冲压工艺过程
⑴后背门内板拉延CAE分析。后背门内板采用单动拉延结构,由于形状复杂以及拉延深度深,存在多处开裂、起皱问题,经过多轮CAE分析,产品得到优化,但产品工艺性仍然不算太好,还要依赖冲压工艺解决。在矩形板料上冲制两个工艺孔,并且在拉延到底前10mm刺破,这样就解决了开裂和起皱问题,如图11所示。
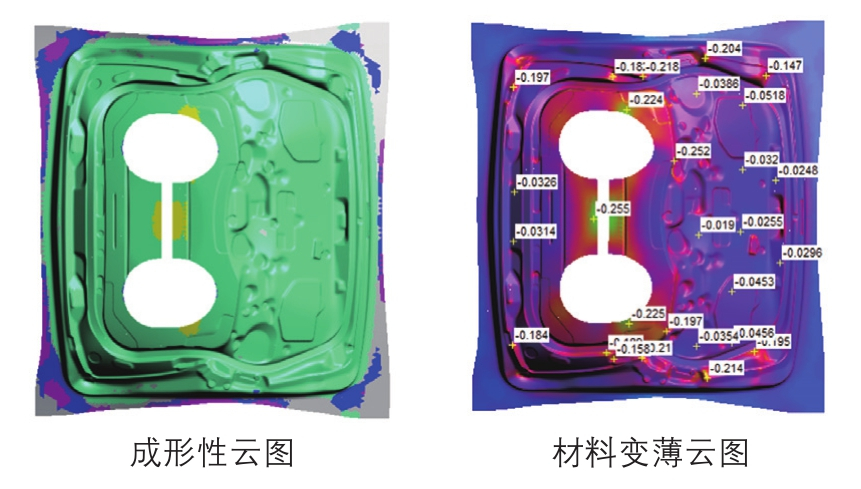
图11 CAE模拟分析结果
⑵后背门内板冲压工艺过程。 后背门内板4道工序的冲压工艺过程,如图12所示。
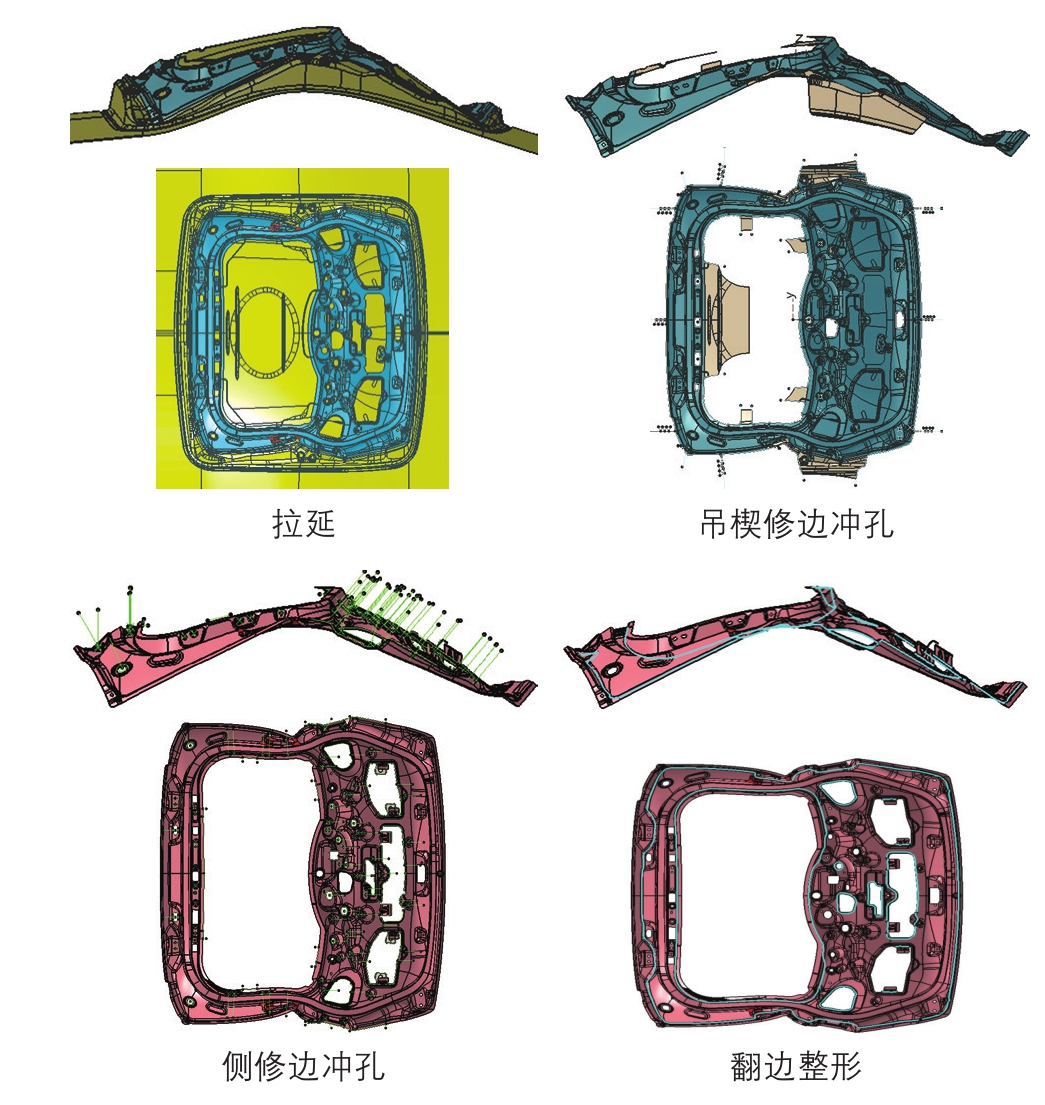
图12 后背门内板冲压工艺过程图
生产验证
通过产品开发过程的同步工程方法,提前进行工艺方案的规划,并进行冲压工艺可行性分析,冲压工艺设计,输出合理的冲压工艺方案,使一模三件工艺得到实际应用。它的优点是:⑴节省了三套模具,降低了模具投资。⑵一次生产三件,提高了生产效率,降低了生产成本。⑶减少材料消耗定额,材料利用率提高12%左右。批量生产实物照片,如图13所示。
图13 生产实物照片
——本文节选自《锻造与冲压》2019年第6期。
举报 0
收藏 0
分享 142
-

乘用车金属冲压
2025-05-29 -

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04






最新资讯
-
深圳电机产业链交流会议程正式公布
2025-10-14 14:31
-
比亚迪叉车:以新能源科技链接传统酿
2025-10-14 10:31
-
金杯品牌日即将启幕 多能源、智能化
2025-10-10 15:56
-
沈阳金杯多款车型亮相“老北市” 助
2025-10-05 17:54
-
金杯全系焕新产品正式下线 推出至高1
2025-10-01 14:10