
汽车纵梁类件的冲压工艺优化
微信公众号


汽车冲压零件模具设计的重点是在成形类模具上,因为成形工序是保证零件焊接几何形状及尺寸的主要工序,因此,一个零件在工艺设计前的工艺分析是至关重要的。本文通过对具有一定代表性的汽车纵梁进行工艺及结构分析,确定零件的成形工艺,利用AutoForm及UG为辅助工具,通过优化传统工艺达到提升纵梁类产品质量的目的。
汽车纵梁具有材料厚、强度高、形状复杂、表面质量要求高、回弹大等特点,是一个典型的U形结构件。在整个成形过程中,成形和翻边工艺非常重要,下面以我公司CX62车型为例,介绍汽车纵梁的成形工艺及模具设计。
工艺现状
⑴零件材料。
该汽车纵梁的零件材料为HC340/590DP,是加磷、料厚为1.8mm的超低碳钢。屈服强度340MPa,抗拉强度590MPa的双相钢,在低碳或者超低碳中通过添加一定含量的磷、锰固溶强化元素来提高强度,同时这种钢又具有较好的成形、强度性能,能够满足成形及使用安全的需要。零件图如图1所示。
⑵零件相关技术要求。
1)成形后的材料最薄处不能小于料厚的80%,变薄率最大20%。
2)制件必须避免缩颈、开裂、毛刺、扭曲、反弹等缺陷。
⑶零件的冲压工艺分析。
零件有两种冲压工艺方案,一是落料+成形,二是拉延+修边。对任何一个零件进行工艺分析时,都要在满足质量、效率、安全、稳定、方便的前提下,尽量的降低成本,因此,优先考虑的是落料+成形工艺。

图1 零件图

图2 零件截面
零件两端头为开放式造型,具备成形工艺的前提条件。另外,该零件的多个截面均为U形截面,且零件的深度方向深度较深、高低落差较大(图2),如果采用拉延工艺,将导致产品两侧产生反弹、反弧和扭曲。同时,如果采用拉延工艺,对拉延模具的材料硬度及粗糙度的要求也将更高,一般来说上模及压边圈的表面都需要做TD处理,增加了模具的制造和后期生产维护的成本。因此,在该零件具备了成形工艺的前提条件下,设计人员优选落料+成形工艺,并且着重分析其工艺的可行性。
在初步确定了成形工艺后,设计人员需要尽量考虑该工艺可能存在的一些问题和隐患,并在制定工艺思路时尽量避免。通过综合考虑,如果采用传统的成形工艺,由于成形型腔深且高低落差大,板料在经过凹模口进入凹模型腔时,会产生塑性弯曲,使产品产生反弧(图3),反弧一旦形成后,将给我们后期的制件整改工作带来很大的难度,必须避开这条思路。
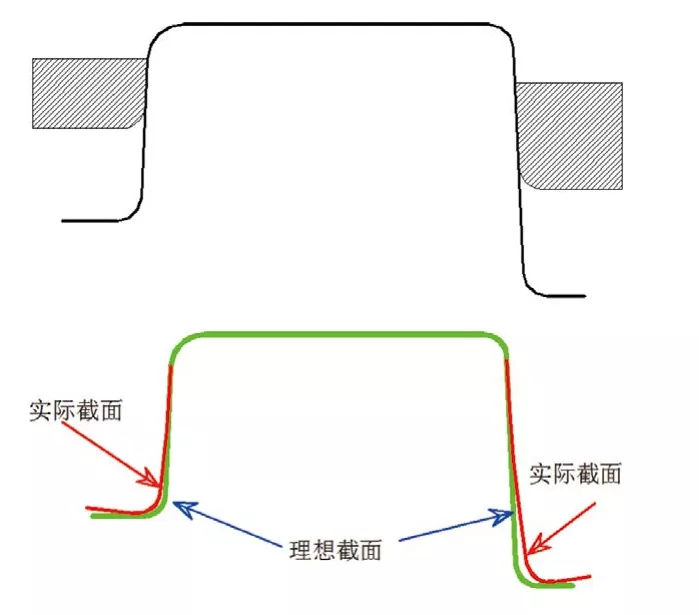
图3 传统成形工艺示意
鉴于前面的分析,设计人员决定采用两次成形+侧整形的工艺方案,由于产品主型面纵向有一定的起伏(图4),工艺第一步需要将一块平整的落料片成形到与产品主型面基本吻合的状态。由于该零件为高强度板料,结构相对平缓且无太多特别的形状,反弹量较大,但整改工作的难度相对较小,借助CAE分析软件的计算结果,很轻松就能够将第一次成形工序的零件主型面做到符合后序的型面要求(图5)。

图4 产品主型面
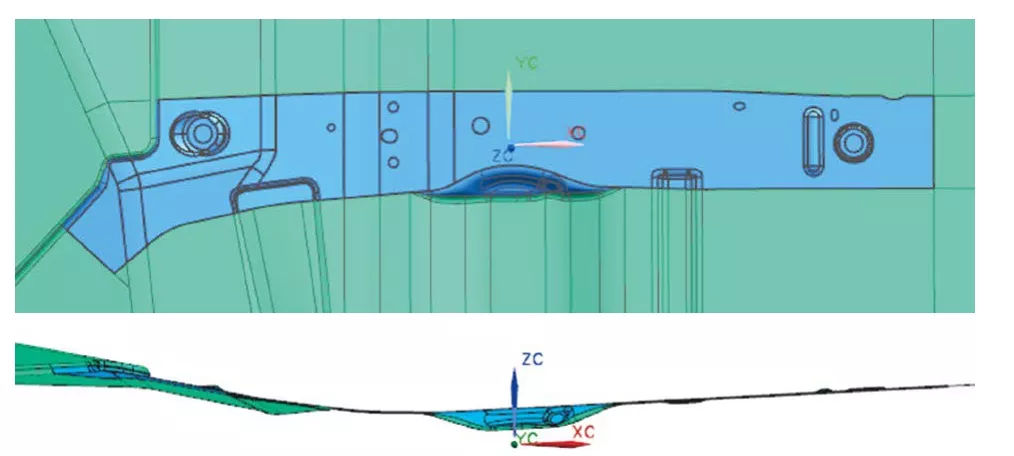
图5 第一次成形工序主型面
为了避免产品两个侧壁因为流过凹模口而产生塑性变形最终产生反弧,设计人员将第二次成形工艺的造型做成了“W”形状(图6),这种成形方案的好处是成形过程接近于折弯,材料基本保持了板料原来的平直特性,两侧不会产生反弧,成形行程较浅,生产及模具的后期维护成本较低。
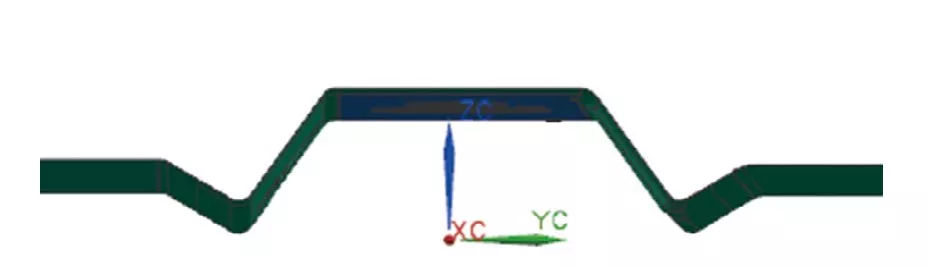
图6 第二次成形工艺造型
基于上文分析,针对该零件的主要工艺思路已基本形成。设计人员根据该思路完成了工艺数模的设计工作,并借助AutoForm分析软件,对该产品的成形性及工艺思路进行模拟分析和验证,分析结果显示成形性如图7所示。
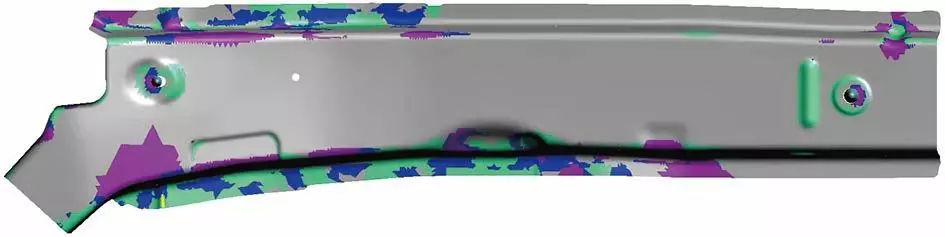
图7 成形性分析结果
经过对CAE分析结果的检查和评审,设计人员认为目前制定的工艺方案是成功的,可以按照此方案进行工艺和结构设计。设计过程中,结合CAE分析的反弹数据对加工数据进行了精确的反算,将产品的反弹量在加工数据上进行了适当的补偿,给后期零件的调试整改工作减少了工作量。图8所示为该零件除落料+冲孔以外的工艺排布。
模具制作完成后首次提取全工序样件时,产品主面基本合格,两侧壁局部反弹量仅0.8mm,超公差0.3mm,相对于高强度板的纵梁类零件来说是非常理想的,工艺思路和CAE分析结果也是正确有效的。
总体来说,该零件的工艺设计是成功的,但在结构设计时技术人员还有一些考虑不周到的地方。由于零件在各工序的成形、折弯及侧整形过程中,都是在将零件主型面压紧的状态下进行的,也就是说在成形过程中,零件的主型面上的材料也会产生多个方向的受力,如果主型面的压料区域有较大的空腔,则会导致该空腔区域的型面会产生变形。该零件的OP30为侧整形工序,在设计人员进行结构设计时为了压缩模具的尺寸及吨位,将压料芯的安全螺栓分布在零件的有效压料区域,而这将会导致该区域会形成一个直径约60mm的空腔(图9),而零件在空腔区域对应的型面上有明显的凹凸不平现象,后对结构进行了适当的调整,问题得以解决。
图8 落料+冲孔以外的工艺排布
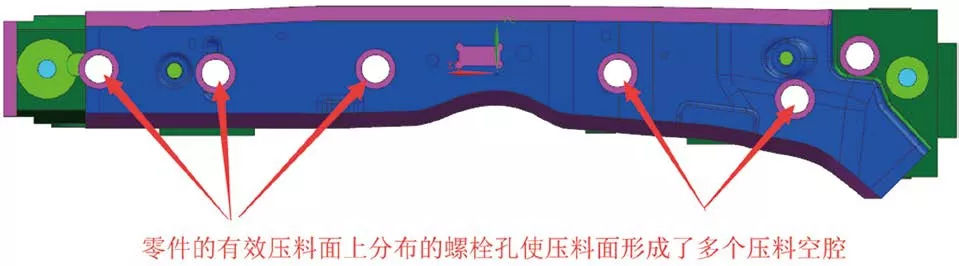
图9 螺栓孔使压料面形成空腔
结束语
基于该零件成功的工艺思路以及精细的回弹补偿方案,该纵梁经过两轮的整改工作,零件的检测合格率达到98%,装车验证一次性通过。由此,我们认为并不是所有的复杂零件都必须采用拉伸工艺。在进行工艺制定时,应结合零件的特点,努力寻找既能满足产品的精度及装车匹配要求,也能缩短模具的开发周期的工艺思路,减少后期生产及模具维护的成本。
——本文摘自《锻造与冲压》2018年第20期
-

乘用车金属冲压
2025-05-29 -

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04






最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33