
Fronius伏能士焊机 — 卡车车厢焊接解决方案
2018-03-28 17:25:22· 来源:Fronius伏能士
微信公众号

在之前多期的【案例分享】栏目,已经向大家介绍了Fronius伏能士焊机在乘用车及商用车排气系统、油箱、踏板、轮毂上的焊接解决方案。今天,让我们一起看看伏能士焊机在卡车车厢上的独到解决方案。
“在之前多期的【案例分享】栏目,已经向大家介绍了Fronius伏能士焊机在乘用车及商用车排气系统、油箱、踏板、轮毂上的焊接解决方案。今天,让我们一起看看伏能士焊机在卡车车厢上的独到解决方案。”
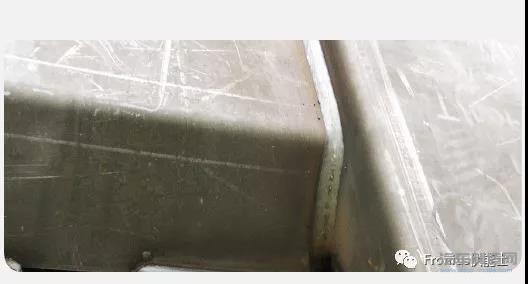
车厢焊接要求及难点说明
⁄ 焊接坡口说明:由于工件的不翻转,在PC及PG 位置焊接比较困难
⁄ 难点:采用手工焊接效率低,焊接速度在0.15 ~0.25m/min,同时焊接飞溅大,工人劳动强度大
⁄ 焊接要求说明:速度快,飞溅小,变形量少,具有较强的搭桥能力并预防烧穿

伏能士焊接解决方案--CMT TWIN双丝
部分焊缝使用Fronius伏能士CMT TWIN 双丝焊接解决方案,其焊接优势如下:
/ CMT Twin的前丝采用脉冲电流,后丝采用CMT短路过渡,既保证足够的熔深,又通过采用短路电流减少了热输入及焊接飞溅
/ CMT + Pulse的配合提高了焊接速度,使其达到了1.2 m/min
/ 前丝与后丝构成的直线与焊缝形成一定的交角,使得其具有较强的焊缝间隙的纠错能力(即搭桥能力)

焊接参考参数:双丝 PB+PG
母材材质: 510DL
底板厚度: 10 mm
筋板厚度: 5 mm
接头形式: 平角焊,立角焊
焊接设备: Fronius TPS 5000 CMT
焊接工艺: GMAW - CMT Twin
过渡方式: CMT + Pulse
焊接速度 : 1.2 m/min
焊接电流: 250 A / 187 A
焊接电压: 24.5 V / 22.1 V
焊丝直径: 1.2 mm
焊 丝: ER70S-6
气 体: 82% Ar + 18% CO2
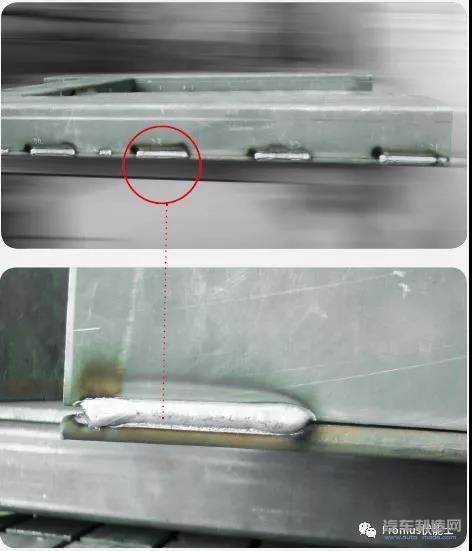
伏能士焊接解决方案--单丝
部分焊缝使用Fronius伏能士CMT单丝焊接解决方案,其焊接优势如下:
/ 焊接飞溅比传统脉冲过渡产生的飞溅减少了99%,在提高焊接效率的同时提高填充材料的熔覆率
/ 在较大间隙范围变化时,不需要手工补焊一次性地全自动化焊接完成
/ 焊接速度提升,大大减少了人工的数量,同时又保证了焊缝质量的稳定性
焊接参考参数:单丝 PB + PG
母材材质: 510DL
底板厚度: 10 mm
筋板厚度: 5 mm
接头形式: 平角焊,立角焊
焊接设备: Fronius TPS 5000 CMT
焊接工艺: GMAW
过渡方式: CMT
焊接速度:0.6 m/min
焊接电流: 267 A
焊接电压: 19.7 V
焊丝直径: 1.2 mm
焊 丝: ER70S-6
气 体: 82% Ar + 18% CO2
焊接参考参数:单丝 PC
母材材质:510DL
底板厚度:10 mm
筋板厚度:5 mm
接头形式:平角焊,立角焊
焊接设备: Fronius TPS 5000 CMT
焊接工艺: GMAW
过渡方式: CMT
焊接速度: 0.5 m/min
焊接电流: 218 A
焊接电压: 18.1 V
焊丝直径: 1.2 mm
焊 丝: ER70S-6
气 体: 82% Ar + 18% CO2
车厢焊接要求及难点说明
⁄ 焊接坡口说明:由于工件的不翻转,在PC及PG 位置焊接比较困难
⁄ 难点:采用手工焊接效率低,焊接速度在0.15 ~0.25m/min,同时焊接飞溅大,工人劳动强度大
⁄ 焊接要求说明:速度快,飞溅小,变形量少,具有较强的搭桥能力并预防烧穿
伏能士焊接解决方案--CMT TWIN双丝
部分焊缝使用Fronius伏能士CMT TWIN 双丝焊接解决方案,其焊接优势如下:
/ CMT Twin的前丝采用脉冲电流,后丝采用CMT短路过渡,既保证足够的熔深,又通过采用短路电流减少了热输入及焊接飞溅
/ CMT + Pulse的配合提高了焊接速度,使其达到了1.2 m/min
/ 前丝与后丝构成的直线与焊缝形成一定的交角,使得其具有较强的焊缝间隙的纠错能力(即搭桥能力)
焊接参考参数:双丝 PB+PG
母材材质: 510DL
底板厚度: 10 mm
筋板厚度: 5 mm
接头形式: 平角焊,立角焊
焊接设备: Fronius TPS 5000 CMT
焊接工艺: GMAW - CMT Twin
过渡方式: CMT + Pulse
焊接速度 : 1.2 m/min
焊接电流: 250 A / 187 A
焊接电压: 24.5 V / 22.1 V
焊丝直径: 1.2 mm
焊 丝: ER70S-6
气 体: 82% Ar + 18% CO2
伏能士焊接解决方案--单丝
部分焊缝使用Fronius伏能士CMT单丝焊接解决方案,其焊接优势如下:
/ 焊接飞溅比传统脉冲过渡产生的飞溅减少了99%,在提高焊接效率的同时提高填充材料的熔覆率
/ 在较大间隙范围变化时,不需要手工补焊一次性地全自动化焊接完成
/ 焊接速度提升,大大减少了人工的数量,同时又保证了焊缝质量的稳定性
焊接参考参数:单丝 PB + PG
母材材质: 510DL
底板厚度: 10 mm
筋板厚度: 5 mm
接头形式: 平角焊,立角焊
焊接设备: Fronius TPS 5000 CMT
焊接工艺: GMAW
过渡方式: CMT
焊接速度:0.6 m/min
焊接电流: 267 A
焊接电压: 19.7 V
焊丝直径: 1.2 mm
焊 丝: ER70S-6
气 体: 82% Ar + 18% CO2
焊接参考参数:单丝 PC
母材材质:510DL
底板厚度:10 mm
筋板厚度:5 mm
接头形式:平角焊,立角焊
焊接设备: Fronius TPS 5000 CMT
焊接工艺: GMAW
过渡方式: CMT
焊接速度: 0.5 m/min
焊接电流: 218 A
焊接电压: 18.1 V
焊丝直径: 1.2 mm
焊 丝: ER70S-6
气 体: 82% Ar + 18% CO2



编辑推荐





最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33