
奇瑞捷豹路虎--我国首条全铝车身自动化生产线大揭秘!
2018-01-05 10:54:28· 来源:机器人前沿
微信公众号

随着汽车轻量化的发展和应用,目前越来越多的汽车生产企业开始使用铝合金替代不锈钢或碳钢车体。而就在2017年,奇瑞捷豹路虎常熟工厂引进了国内第一条全铝车身生产线。
随着汽车轻量化的发展和应用,目前越来越多的汽车生产企业开始使用铝合金替代不锈钢或碳钢车体。而就在2017年,奇瑞捷豹路虎常熟工厂引进了国内第一条全铝车身生产线。
1.拼装车间没有一丝火花
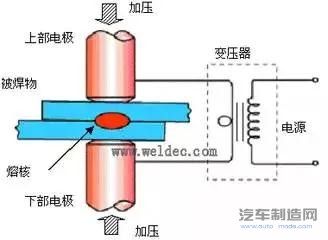
对于汽车拼装车间的链接工艺,业内人士见过的最多的无非是电阻点焊、激光焊等工艺,然而,这些工艺的焊接都属于熔接工艺,或多或少都具有火花的产生。
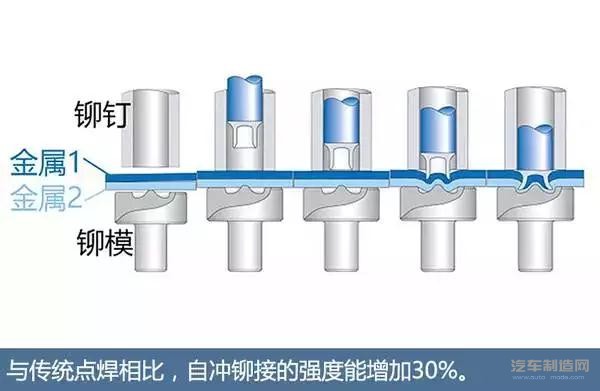
但是,奇瑞捷豹路虎车间采用铆接工艺,运用自冲铆接技术打造,致使每台车身拥有多达 2754 个自冲铆接点。与传统点焊相比,自冲铆接的连接方式可使车身强度增加 30% 。自冲铆接的主要工艺原理理解起来并不难,当铆钉穿透上层板材之后,在铆模的作用下铆钉尾部的中空结构扩张刺入但并不刺穿下层板材,从而形成牢固的铆接点。全新XFL的下车体采用的是立体式框架结构整合底盘,采用这种工艺铆接完成的车身抗扭强度更强,扭转刚性达到 22kNm/deg,而上一代 XF 车身的扭转刚性为 16kNm/deg ,新款车身刚性相比老款提高 28% 。

捷豹的全铝车身拥有长达 98 米车身结构黏合剂,可将车身连接强度增大至单纯铆接强度的 2 至 3 倍。在奇瑞捷豹路虎全铝车身连接工艺中,铆接胶合技术占比达 72% 。与传统的车身焊装车间最大的不同是,奇瑞捷豹路虎全铝车身车间在生产当中并不会出现火花四溅的情景。
2.高度自动化

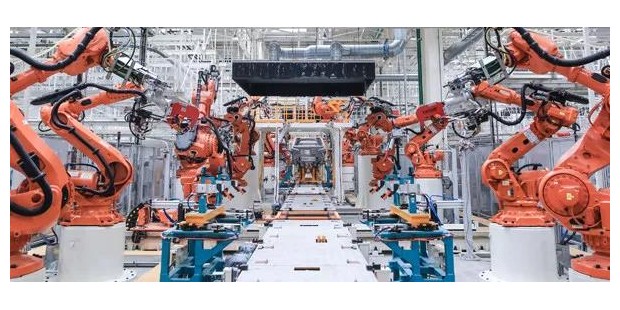
奇瑞捷豹路虎全铝车身车间占地面积 48,384 平方米,拥有335 台机器人,实现 100% 自动化率。纵观整条生产线,大量来自 ABB 公司的机器手臂、英国 Henrob 公司提供的供钉系统及铆枪,以及德国 SCA 公司的涂胶系统,只有在检测工位才能看到几位技术人员,FDS 空中输送带也省去了大量的人力。在这将近 5 万平米的车间内,主拼外板工位、侧围外板总成工作、夹具工位以及内主拼工位等等,高度的自动化让这一切都进行的紧紧有条。

采用双主拼工艺,通过搭扣完成侧围、顶棚与下车体的组装,形成立体框架。整个主拼夹具通过伺服电机以及机械定位锁紧后形成一个独立的闭合系统,有效确保主拼车身结构的精确度。

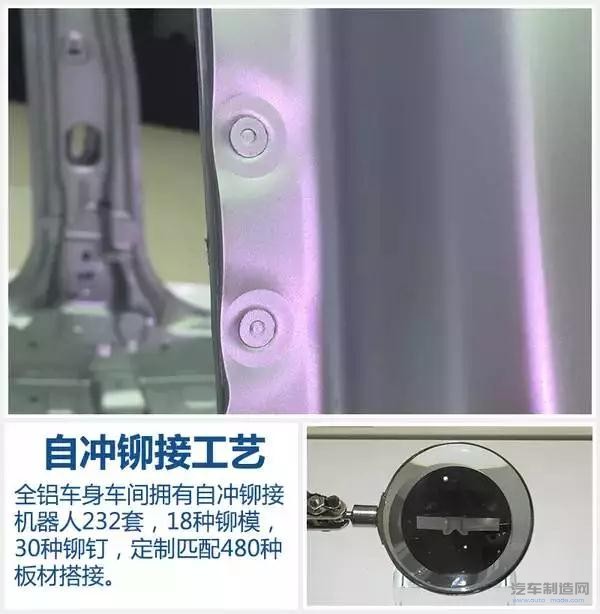
全新捷豹 XF 长轴距版的铝材连接,100% 采用自冲铆接技术。全铝车身车间共拥有自冲铆接机器人 232 套,这一数据位居国内首位。同时,还有 18 种铆模、30 种铆钉以及定制匹配的 480 种板材搭接。
全智能车间,实现按需定制
走进奇瑞捷豹路虎的生产基地,严苛的品控标准、智能制造体系达成了精准、高效、柔性的整车智能制造。据了解,得益于高度智能化的生产制造体系,奇瑞捷豹路虎常熟工厂可生产 30 万种不同配置的车型。当客户选择好相关配置时,系统会生成全球定制化的整车超级定单,定单通过收集和汇总,然后通过定单排产系统发到工厂,从而实现订单的指导性生产,满足消费者的多元化需求。
同时,智能制造更要“绿色制造”。除了个性化定制我们需看到,高效、智能、环保于一体是全铝车身车间未来发展的方向。随着新能源汽车的推广,全铝车身已成为目前汽车轻量化的首选解决方案,该生产线的投运能够助推汽车行业轻量化发展,带动产业链升级,并标志着我国在汽车轻量化车身装备制造领域取得了重要突破。

这是2017年上市的全新捷豹 XFL,也就是这个车间诞生的首款车型。
我们目前正面临着一个新时代的切换,即新能源汽车(智能汽车、互联网汽车、燃料汽车)对传统燃油汽车的更替,这是一种趋势且无法代替和逆转,即使我们现在仍在抱怨续航里程多短多不够,抱怨充电多慢多麻烦。
而未来的汽车制造,轻量化是一个趋势,铝、镍、锌等轻合金都有望取代钢铁成为汽车的主要材质。
从最初的汽车流水线,到如今的汽车工厂智能制造,百年来,在科技的飞速发展之下,工业生产变得越来越智能。目前国外汽车厂家已逐步步入工业4.0,国内譬如东风日产等汽车厂家也与时俱进,拥有 20 年新能源车型领域研发基础的奇瑞新能源汽车也可以说作了很好的榜样。但对中国的汽车企业来说,擦亮中国创造、中国智造的闪亮名片,还需要玩转更多“黑科技”才行。
未来,中国的汽车工业将如何演变?我们拭目以待!
1.拼装车间没有一丝火花
对于汽车拼装车间的链接工艺,业内人士见过的最多的无非是电阻点焊、激光焊等工艺,然而,这些工艺的焊接都属于熔接工艺,或多或少都具有火花的产生。
但是,奇瑞捷豹路虎车间采用铆接工艺,运用自冲铆接技术打造,致使每台车身拥有多达 2754 个自冲铆接点。与传统点焊相比,自冲铆接的连接方式可使车身强度增加 30% 。自冲铆接的主要工艺原理理解起来并不难,当铆钉穿透上层板材之后,在铆模的作用下铆钉尾部的中空结构扩张刺入但并不刺穿下层板材,从而形成牢固的铆接点。全新XFL的下车体采用的是立体式框架结构整合底盘,采用这种工艺铆接完成的车身抗扭强度更强,扭转刚性达到 22kNm/deg,而上一代 XF 车身的扭转刚性为 16kNm/deg ,新款车身刚性相比老款提高 28% 。
捷豹的全铝车身拥有长达 98 米车身结构黏合剂,可将车身连接强度增大至单纯铆接强度的 2 至 3 倍。在奇瑞捷豹路虎全铝车身连接工艺中,铆接胶合技术占比达 72% 。与传统的车身焊装车间最大的不同是,奇瑞捷豹路虎全铝车身车间在生产当中并不会出现火花四溅的情景。
2.高度自动化
奇瑞捷豹路虎全铝车身车间占地面积 48,384 平方米,拥有335 台机器人,实现 100% 自动化率。纵观整条生产线,大量来自 ABB 公司的机器手臂、英国 Henrob 公司提供的供钉系统及铆枪,以及德国 SCA 公司的涂胶系统,只有在检测工位才能看到几位技术人员,FDS 空中输送带也省去了大量的人力。在这将近 5 万平米的车间内,主拼外板工位、侧围外板总成工作、夹具工位以及内主拼工位等等,高度的自动化让这一切都进行的紧紧有条。
采用双主拼工艺,通过搭扣完成侧围、顶棚与下车体的组装,形成立体框架。整个主拼夹具通过伺服电机以及机械定位锁紧后形成一个独立的闭合系统,有效确保主拼车身结构的精确度。
全新捷豹 XF 长轴距版的铝材连接,100% 采用自冲铆接技术。全铝车身车间共拥有自冲铆接机器人 232 套,这一数据位居国内首位。同时,还有 18 种铆模、30 种铆钉以及定制匹配的 480 种板材搭接。
全智能车间,实现按需定制
走进奇瑞捷豹路虎的生产基地,严苛的品控标准、智能制造体系达成了精准、高效、柔性的整车智能制造。据了解,得益于高度智能化的生产制造体系,奇瑞捷豹路虎常熟工厂可生产 30 万种不同配置的车型。当客户选择好相关配置时,系统会生成全球定制化的整车超级定单,定单通过收集和汇总,然后通过定单排产系统发到工厂,从而实现订单的指导性生产,满足消费者的多元化需求。
同时,智能制造更要“绿色制造”。除了个性化定制我们需看到,高效、智能、环保于一体是全铝车身车间未来发展的方向。随着新能源汽车的推广,全铝车身已成为目前汽车轻量化的首选解决方案,该生产线的投运能够助推汽车行业轻量化发展,带动产业链升级,并标志着我国在汽车轻量化车身装备制造领域取得了重要突破。
这是2017年上市的全新捷豹 XFL,也就是这个车间诞生的首款车型。
我们目前正面临着一个新时代的切换,即新能源汽车(智能汽车、互联网汽车、燃料汽车)对传统燃油汽车的更替,这是一种趋势且无法代替和逆转,即使我们现在仍在抱怨续航里程多短多不够,抱怨充电多慢多麻烦。
而未来的汽车制造,轻量化是一个趋势,铝、镍、锌等轻合金都有望取代钢铁成为汽车的主要材质。
从最初的汽车流水线,到如今的汽车工厂智能制造,百年来,在科技的飞速发展之下,工业生产变得越来越智能。目前国外汽车厂家已逐步步入工业4.0,国内譬如东风日产等汽车厂家也与时俱进,拥有 20 年新能源车型领域研发基础的奇瑞新能源汽车也可以说作了很好的榜样。但对中国的汽车企业来说,擦亮中国创造、中国智造的闪亮名片,还需要玩转更多“黑科技”才行。
未来,中国的汽车工业将如何演变?我们拭目以待!
举报 0
收藏 0
分享 167
-

全铝车身究竟给国内汽车制造行业带来了什么?
2018-06-27 全铝车身 -
揭秘蔚来ES8全铝车身生产线
-

全铝车身这玩意,从头到尾就是个“坑”,除了轻
2018-04-13 全铝车身 -

首台“中铝制造”全铝车身客车在中铝西南铝组装
2018-02-23 全铝车身






最新资讯
-
深圳电机产业链交流会议程正式公布
2025-10-14 14:31
-
比亚迪叉车:以新能源科技链接传统酿
2025-10-14 10:31
-
金杯品牌日即将启幕 多能源、智能化
2025-10-10 15:56
-
沈阳金杯多款车型亮相“老北市” 助
2025-10-05 17:54
-
金杯全系焕新产品正式下线 推出至高1
2025-10-01 14:10