
冲压自动化“对中”哪种好?重力对中、机械对中,还是光学对中?
2017-06-09 15:02:43·
微信公众号

20世纪90年代初至今,运用在冲压自动化的对中方式主要有重力对中、机械对中和光学对中三种方式。重力对中是利用板料自身重力进行对中,对中台为倾斜面,板料进入对中台后凭借自身重力滑入台面的固定位置。该对中成本最低,但对中需要2s左右等待时间,且对中方式仅适用于方形料片,柔性太差,已逐渐被淘汰。机械对中是通
20世纪90年代初至今,运用在冲压自动化的对中方式主要有重力对中、机械对中和光学对中三种方式。
重力对中是利用板料自身重力进行对中,对中台为倾斜面,板料进入对中台后凭借自身重力滑入台面的固定位置。该对中成本最低,但对中需要2s左右等待时间,且对中方式仅适用于方形料片,柔性太差,已逐渐被淘汰。
机械对中是通过对板料夹紧进行对中,夹紧动作通过若干气缸推动,板料种类越多,夹紧机构也随之增多,结构过于复杂、维护成本较大,且不适应板料形状多变的柔性化需求,也正在被淘汰。
光学对中是通过对板料进行拍照、得出位置偏差完成对板料的调整、对中。随着PC软硬件的发展,视觉对中无论是成本、对中精度,还是对中效率或柔性化需求等方面,都体现出优势,是目前自动化冲压生产线常用的对中方式。
目前,业内流行的几种光学对中方案在具体的思路及对中实现形式方面各不相同,例如,对被检测板料进行成像的方式,有的采用高分辨率CCD摄像机,有的则是采用光幕扫描。成像之后,对中系统会对板料的实际位置与理论位置的偏差进行计算,得出一个调整量,再通过不同的形式对板料进行调整:一种形式是通过对中台的底部调节机构完成对板料的旋转或移动,另一种形式是将调整量反馈给后序的上料机器人或机械手,通过机械人或机械手对板料位置进行调整。
1. 系统工作原理
该光学对中系统主要由视觉系统、输送机(对中台)以及对中机器人或机械手三部分组成,如图1所示。其中视觉系统最为关键,主要包含:高分辨率CCD摄像机、用于组装摄像机用的框架以及带监视器的高速计算机。
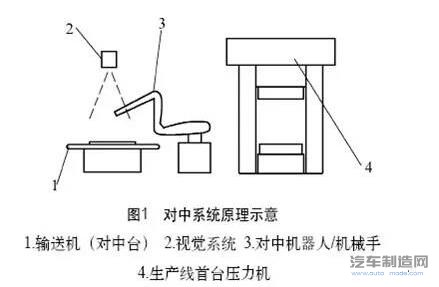
该对中系统工作过程如下:高分辨率CCD摄像机安装在输送机的上方,板料由片拆垛机械手或清洗涂油机输送至该对中系统的输送机上,由高分辨率CCD摄像机对板料进行拍照(一般生产线光线较暗,为了提高成像效果,可以在输送机上方增加照明装置);在记录照片之后,由高速计算机对板料的实际位置与理论位置的偏差进行计算,将偏差值反馈给首台压机的上料机器人或机械手;上料机器人根据系统提供的偏差值结合之前的板料位置,得到一个新的板料位置,然后根据新的位置对板料进行抓取,从而实现对中。在这个过程中,首台压机的上料机器人既承担了首台压机的上料工作又完成了对中任务,在上料的同时完成对中。当然,不同的板料需要预先将其理论位置进行设定。

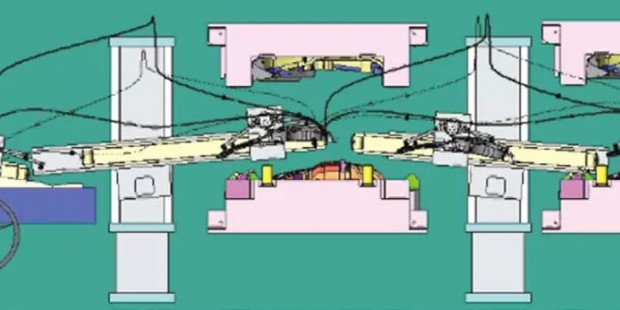
机器人抓取板料进行对中

板料对中状态
重力对中是利用板料自身重力进行对中,对中台为倾斜面,板料进入对中台后凭借自身重力滑入台面的固定位置。该对中成本最低,但对中需要2s左右等待时间,且对中方式仅适用于方形料片,柔性太差,已逐渐被淘汰。
机械对中是通过对板料夹紧进行对中,夹紧动作通过若干气缸推动,板料种类越多,夹紧机构也随之增多,结构过于复杂、维护成本较大,且不适应板料形状多变的柔性化需求,也正在被淘汰。
光学对中是通过对板料进行拍照、得出位置偏差完成对板料的调整、对中。随着PC软硬件的发展,视觉对中无论是成本、对中精度,还是对中效率或柔性化需求等方面,都体现出优势,是目前自动化冲压生产线常用的对中方式。
目前,业内流行的几种光学对中方案在具体的思路及对中实现形式方面各不相同,例如,对被检测板料进行成像的方式,有的采用高分辨率CCD摄像机,有的则是采用光幕扫描。成像之后,对中系统会对板料的实际位置与理论位置的偏差进行计算,得出一个调整量,再通过不同的形式对板料进行调整:一种形式是通过对中台的底部调节机构完成对板料的旋转或移动,另一种形式是将调整量反馈给后序的上料机器人或机械手,通过机械人或机械手对板料位置进行调整。
1. 系统工作原理
该光学对中系统主要由视觉系统、输送机(对中台)以及对中机器人或机械手三部分组成,如图1所示。其中视觉系统最为关键,主要包含:高分辨率CCD摄像机、用于组装摄像机用的框架以及带监视器的高速计算机。
该对中系统工作过程如下:高分辨率CCD摄像机安装在输送机的上方,板料由片拆垛机械手或清洗涂油机输送至该对中系统的输送机上,由高分辨率CCD摄像机对板料进行拍照(一般生产线光线较暗,为了提高成像效果,可以在输送机上方增加照明装置);在记录照片之后,由高速计算机对板料的实际位置与理论位置的偏差进行计算,将偏差值反馈给首台压机的上料机器人或机械手;上料机器人根据系统提供的偏差值结合之前的板料位置,得到一个新的板料位置,然后根据新的位置对板料进行抓取,从而实现对中。在这个过程中,首台压机的上料机器人既承担了首台压机的上料工作又完成了对中任务,在上料的同时完成对中。当然,不同的板料需要预先将其理论位置进行设定。
机器人抓取板料进行对中
板料对中状态
- 下一篇:锻造工艺常见缺陷总结与分析
- 上一篇:卡博特公司新气相二氧化硅工厂在中国破土动工









最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33