
生产安灯系统的应用实例
微信公众号

安灯的概念和构成
安灯(Andon)是利用声音和视觉显示当前生产线工作状态的信息系统。它提醒与某个工位上所发生的问题相关的组员、班组长、维修人员和管理人员及时做出响应。作为一种寻求帮助的工具,安灯系统具有请求帮助、防错和传递信息的功能。当一个工位的操作工需要帮助时,触发安灯系统,点亮安灯板上与此工位相对应的指示灯,表明需要帮助,同时安灯系统播放乐曲以引起注意(安灯系统可以对每一个班组设定不同的乐曲旋律)。班组长响应质量请求,当问题及时解决后,操作员再次触发使系统回到正常状态。
安灯系统还将通过监控软件从其他系统的PLC、CNC 采集的信息显示在安灯板上,其系统软件和硬件配置图详见图1所示。

图1 安灯系统的组成
安灯的分类
1.安全安灯
安全安灯主要由于安全事故和安全险肇事故引发。我们通常通过下列途径对其进行优化:加强员工的安全意识;消除工作场地和工作岗位的安全事故隐患。
2.质量安灯
发现来自上道工序的缺陷和发现坏的或有缺陷的零件时触发的安灯。要想避免质量安灯,需要加强员工的质量意识和责任感,进一步改进各装配工序的装配工艺和防错设施,提高员工的岗位操作技能、技巧。
3.物料安灯
在发现物料排序错误、找不到看板卡、缺料或送错物料的情况下,需要员工拉下安灯寻求支持。优化物料安灯的措施主要是加强物料物流供应链管理,严格遵循精益物流:准确的材料和零件,在准确的时间以准确的数量与准确的包装送至准确的地点的“5R”原则,不能运送没有看板卡的物料。
4.操作安灯
找不到工具、在节拍时间内无法完成或存在其他不确定因素时触发的安灯。要想避免操作安灯,需要养成良好的工作习惯,持续改进岗位现有各装配工序的装配工艺和装配方法,应尽量在离车间生产线比较近的合适位置建设厕所,以方便生产线的员工上厕所。
5.设备安灯
生产设备发生故障引起的安灯。要减少设备安灯造成的损失,需要加强员工的设备操作维护技能、技巧,正确操作维护好使用的生产设备,定期对生产设备进行维护保养;利用非生产时间对生产设备进行预维修和维护保养,保证设备的良好运行状态。
另外,操作过程中需要坚持文明操作使用设备,绝不野蛮操作设备,绝不摔打设备。熟练掌握所使用的生产设备的性能,随时认真、细心观察设备的良好运行状态,发现异常,无论大小都应该立即维修排除,不要使故障和故障隐患扩大。
安灯系统在发动机厂的应用
1.安灯的布局
在系统实施安装过程中,充分利用Profibus DP现场总线的长距离、节点多的分布式特点,在总线分布过程中,按照工艺线的分布和走向顺序将工艺线串行连接起来,系统控制PLC放置在车间中央,通过DP总线将车间所有工艺线连接起来。利用中继器对特殊的网络拓扑结构进行扩展。根据每条工艺线的I/O数量合理配置I/O站的位置,做到I/O点接入均衡,以减少电缆和施工量。现场呼叫开关、按钮盒连接采用接插件设计,易于维护、安装方便。安灯板实际画面如图2所示。
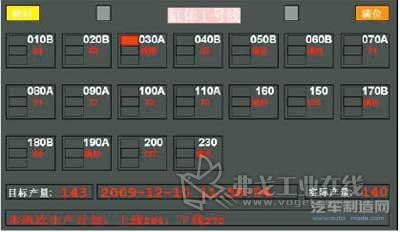
图2 上汽通用五菱发动机工厂安灯画面
2.寻求帮助功能详解
堵塞/待料显示:两个灯同时显示绿色,表明该生产线处于正常生产过程中;产量显示:分别显示生产线的目标产量和实际产量;走马灯显示:显示产量的本周累计数和厂区内的临时通知等;三色灯柱显示:当故障发生时,三色的灯柱会显示不同的状态组合,以提示操作工人有相应的故障发生。详细状态清单如表1所示。

表1 状态清单
3.安灯服务器控制系统
安灯系统控制服务器功能如表2所示。
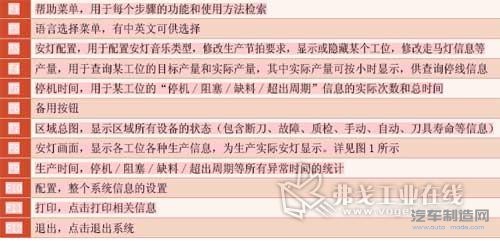
表2 安灯系统控制服务器功能
4.对安灯系统的响应要求
从上面关于安灯的描述可知,安灯拉索一旦被拉下,就意味着浪费的产生。如何实现对安灯系统的快速响应,将浪费控制在最低,是行业中的热门话题。
(1)安灯响应时间规定
本工位出现异常,操作工按下设备上的相应呼叫按钮,本工段班组长立即到现场响应;超过2min问题无法解决,班长通知工段长;如果是停线故障,停线超过5min,通知车间值班长;停线超过10min,值班长向车间主任报告;停线超过30min,车间主任向工厂厂长报告。
(2)安灯响应职责
生产车间操作工:负责所在工位问题发生时拉响安灯,并由班长在下班前30min将所发生问题写入工位问题对策表。
班组长:立即积极响应本班组安灯及问题解决后恢复安灯系统;可立即关闭的问题在工位问题对策表上关闭,不能解决的问题按响应流程向工段长汇报。
工段长:积极响应相关安灯,支持本工段的工作和配合检查工位的工作,分析各工位问题对策表中的问题,对于不能立即关闭的问题负责寻求相关人员支持,制定解决措施并验证。
值班长:对工段长汇报的问题进行判定并给予支持,必要时调动一切可以利用的资源进行协调处理问题;负责与外部相关支持部门进行沟通、处理;决定流水线是否运行等。
主管工程师:积极响应质量安灯,必要时调动一切可以利用的资源进行协调处理质量问题;制造工程经理决定由于质量问题流水线是否运行。
维修人员:积极响应设备安灯,并保证生产线正常运行,负责安灯系统开、关机及维护。
结束语
随着现代企业自动化程度的不断提高,企业生产效率的不断提升,企业生产节拍、节奏的不断加快,生产安灯对于生产效率和生产节拍、节奏的影响变得越来越明显。尤其在大中型企业,一条生产线大多由成百上千的岗位共同生产、相互支持,其中任何一个岗位的生产安灯都有可能导致整体生产线停线等待,这不仅会造成严重的等待浪费,如果产品存在缺陷需要进行纠错,还会造成纠错浪费,严重影响企业的整体生产经营效益。因此,我们应该根据各种类安灯产生的原因和各种类安灯对企业生产的影响,对不同种类安灯进行分析,找出行之有效的优化方案对企业的生产安灯进行优化,从而提高企业生产线的产能和工作效率,不断降低企业的生产经营成本、提高经济效益。
- 下一篇:上下料系统应用六轴机器人
- 上一篇:物料安灯系统助力精益生产
-
NimbleTrack-CR | 追求无损扫描下的极致细节,
2025-10-30 -

一汽车项目落户重庆涪陵!总投资52亿元!
2025-10-30 -

一汽车项目落户重庆涪陵!总投资52亿元!
2025-10-30 -

【智绘工业之魂,铭记使命必达】——在物流行业
2025-10-27






最新资讯
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43
-
NimbleTrack-CR | 追求无损扫描下的
2025-10-30 11:37
-
聚焦机床 | 高效成形磨削:埃马克GP
2025-10-30 11:35
-
埃马克VLC 450 DG:为涂层制动盘磨削
2025-10-30 11:33