
观致汽车制造全过程
2017-03-19 22:12:34·
微信公众号

上图为完成检查后,右前纵梁外板固定其他焊接件螺栓和焊点状态特写。手写数字记号,为通过质量门后的标记。

有意思的是,观致3汽车后地板左右轮室罩结构并不完全一致。为了容纳和固定加油管路,右侧轮式罩明显高于左侧轮室罩。

上图为KUKA机械手臂对合装基础件电焊左右侧围(红色箭头)工序。

在下一道工序旁,待用的顶盖已经被机械手臂抬升(白色箭头),准备用于焊装(黄色箭头)。

红色保护围板内是二氧保护焊工位,对侧围(黄色箭头)、顶盖以及合装基础件进行“鱼鳞焊”加固。
红色箭头:完成二氧保护焊节后的工位走向。

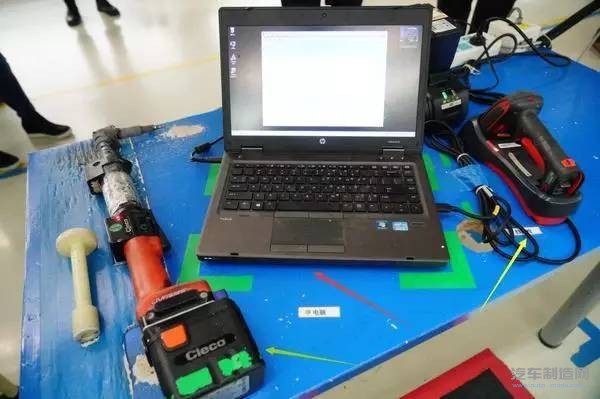
焊装线最后的质量门配备了无影灯,可供5套车身焊接件进行人工检查。

最后由升降机轨道送入涂装线。
白色箭头:升降机提升至最高点后自动锁定对接的轨道
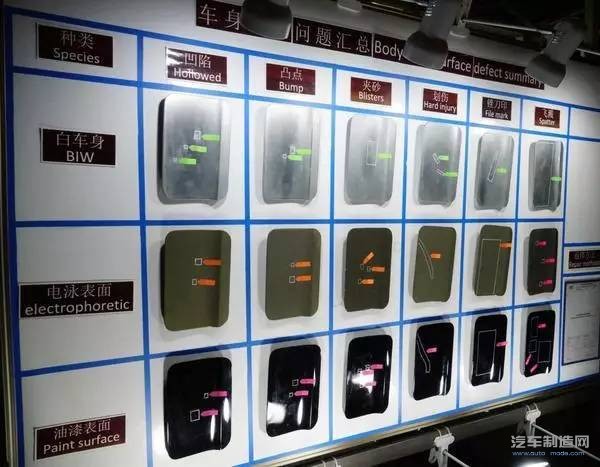
为了保证良品率,在焊装车间安装了一组焊接件不同瑕疵样品,以及在不同故障焊接件上进行中涂和喷漆后的故障表现看板。

而4(5)车门前机盖和后箱盖等分系统焊接件,需要通过自动拍照检测工序。
并未安装“4门2盖”的车身焊接件,还要通过三坐标测量抽查。
安装了4车门、前机盖和后备箱盖的完整车身焊接,还要经过表面质量和精度的人工抽查。
- 下一篇:上汽通用别克GL8汽车制造全过程
- 上一篇:全新奥迪A4L打造记
举报 0
收藏 0
分享 142
-
NimbleTrack-CR | 追求无损扫描下的极致细节,
2025-10-30 -

一汽车项目落户重庆涪陵!总投资52亿元!
2025-10-30 -

一汽车项目落户重庆涪陵!总投资52亿元!
2025-10-30 -

【智绘工业之魂,铭记使命必达】——在物流行业
2025-10-27






最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43