
一种高速锻薄壁产品变形问题的优化方案
2019-04-03 23:47:50· 来源:锻造与冲压 作者:王淑勇,于欣锋
微信公众号

近年来随着汽车轻量化的要求越来越高,汽车零部件对重量的控制也越来越严,特别是汽车变速箱中的齿轮随着市场的变化产品结构变的越来越薄,而对于这些薄壁的齿轮因其需求量特别大,因此就需要采用节拍快、生产效率高、尺寸精度高、材料消
近年来随着汽车轻量化的要求越来越高,汽车零部件对重量的控制也越来越严,特别是汽车变速箱中的齿轮随着市场的变化产品结构变的越来越薄,而对于这些薄壁的齿轮因其需求量特别大,因此就需要采用节拍快、生产效率高、尺寸精度高、材料消耗低的高速锻机来快速响应市场的需求。但产品壁厚变薄后会给高速锻造工艺带来一些新的技术挑战和难题,如最常见的产品法兰连接处变形,一旦出现产品变形,则无法满足客户对于产品质量的要求,而且也往往会因为传送稳定性问题导致高速锻造生产线无法连续生产。所以如何解决薄壁产品法兰连接处变形问题,从而保证产品质量,成为了我们高速锻工艺开发人员必须攻克的难关。图1~3为常规顶出方案工艺及产品。

图1 采用常规顶出方案易变形的典型产品及工艺
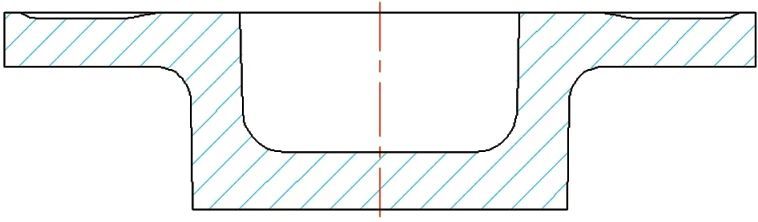
图2 其他易变形产品

图3 变形后产品
薄壁齿坯变形原因分析
解决薄壁齿坯产品在高速锻造中出现的变形问题,首先需要分析引起产品变形的原因,这样才能确保准确、快速的解决问题。经过分析,目前引起产品在高速锻造过程中变形的原因(图4)主要是以下三种情况,第一种是顶出阻力过大,主要是由于预成形设计的不合理引起产品在成形过程中受应力过大,不合理的模具设计包括模具表面粗糙度高、拔模角度设计不合理等。第二种是产品法兰连接处壁厚太薄强度不足,包括产品有效壁厚尺寸太小、材料强度低等。第三种是受产品结构设计影响,起顶出功能的顶杆与产品的接触面积相对于产品的横截面较小,导致顶出过程中法兰连接处强度不足,引起产品变形。实际工作中针对前两种原因,无论是我们对工艺进行优化还是调整模具的过盈量,都只能解决部分产品的问题,因此我们分析得出,若想能够真正彻底解决上述问题,还是需要针对第三种情况寻找突破点。
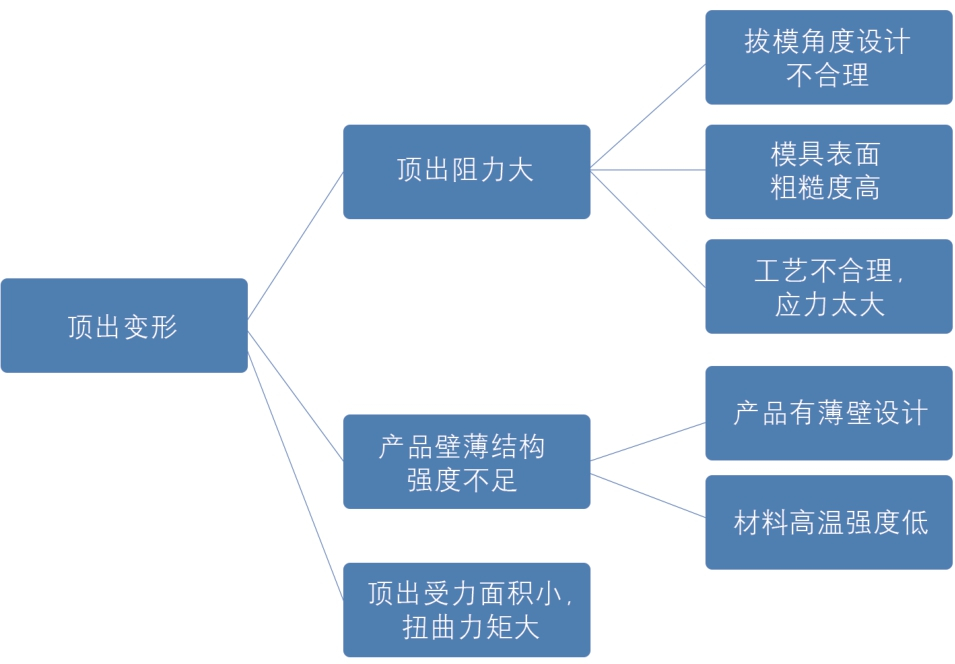
图4 薄壁齿坯变形原因分析
常规模具顶出方式
常规的设计是产品在高速锻造后脱模采用顶杆顶出,即采用通过局部顶出的方式脱模(图5)。在这种情况下,产品在顶杆接触面位置输出的顶出力,在外径处形成一个扭力力矩,而且这个力矩受顶杆直径和产品直径的影响,当该力矩超出薄壁处结构强度时产品就会产生扭曲变形,严重的甚至可能导致产品报废。
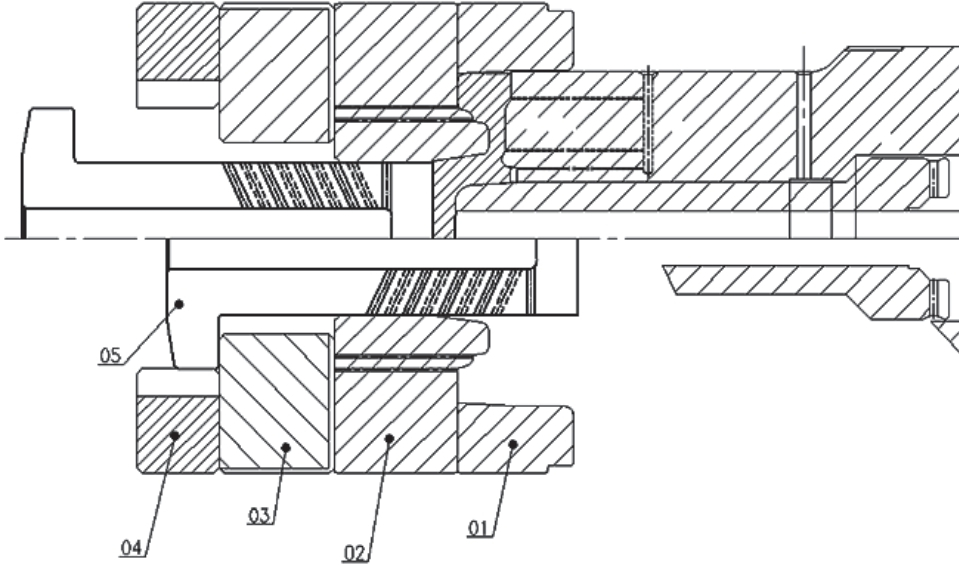
图5 常规模具顶出机构
01-凹模1 02-凹模2 03-凹模垫块1 04-凹模垫块2 05-顶出KO
改进后模具顶出方式
针对常规模具顶出方式的弊端,我们的改进思路是改变顶出方式,由原来的局部顶出脱模方式改进为产品整体顶出脱模方式,改进后的顶出方式由于几乎消除了力臂,所以大大减小了顶出过程的扭曲力矩,进而杜绝了产品变形现象的发生。
顶出方式改进后,产品在顶出过程中除了受顶杆的顶出力以外,在产品与02号后凹模的整个接触面上还要受到02号后凹模内弹簧提供的顶出力,这样就确保了顶出过程中产品整体受力,避免了扭曲力矩产生。图6中图形分别展示了顶出过程开始时和顶出过程结束时的状态。

图6 改进后顶出机构
01-凹模1 02-凹模2 03-凹模衬套 04-顶出弹簧05-凹模垫块1 06-弹簧垫块 07-弹簧垫块2 08-顶出KO 09-冲头1 10-冲头2 11-产品
在产品成形过程中,凹模2(编号02)在8个矩形弹簧(编号04)的弹性力作用下开始压缩一定距离,顶出杆(编号08)开始后退至简图上半部分所示位置;当产品在成形后冲头后退过程中,顶出杆(编号08)和8个矩形弹簧一起输出顶出力,将产品整体向前推,直至产品脱离凹模1达到规定脱模距离,由于新结构部分使得顶出力的力臂大大缩短了,产品脱模过程中受到的力矩大幅度减小,从而在顶出过程中产品能够顺利脱模,继而避免了薄壁齿坯法兰变形的情况。
总结
该解决方案通过增加弹性顶出机构,增加了薄壁产品顶出面积,降低了因产品特殊结构带来的顶出过程产生的力矩,很好的解决了薄壁产品在顶出过程中容易产生变形的问题,且与其他改进方案相比该结构受产品结构、材料强度和其他限制较小,对薄壁类产品具有一定的普适性。目前该方案已在我公司多条高速锻造生产线上推广使用,并且取得了很好的应用效果,此次改进方案的实施,使我公司产品质量得到了提升,同时适应了市场的发展需求。
——本文节选自《锻造与冲压》2019年第5期。
举报 0
收藏 0
分享 129
-

乘用车金属冲压
2025-05-29 -

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04






最新资讯
-
狭路相逢,比亚迪座驾前移车怎样出奇
2025-10-21 14:25
-
一汽项目落户连云港,投资38.6亿!
2025-10-21 08:20
-
「赋能进步•共话工业高质量发展」壳
2025-10-20 10:26
-
金杯品牌日即将启幕 4.0质慧工厂全面
2025-10-18 15:30
-
奇瑞汽车,成立新公司!
2025-10-18 08:59