
PLC与温度仪表通信方案浅析
微信公众号

汽车厂涂装车间内的设备主要分为机械化输送设备和涂装工艺设备两大类。机械化输送设备的控制以开关逻辑控制为主,通过PLC(可编程逻辑控制器)进行控制。涂装工艺设备包括前处理、电泳和烘干炉等设备,这些设备的运行温度对汽车涂装质量起着关键的作用,温度的控制往往通过智能温控仪表进行。如何将PLC系统与仪表温控系统简单经济地融合起来,是汽车涂装生产线监控必须解决的问题。本文对解决这一问题的一种方案进行了分析。
方案简介
该系统接线如图1所示。三菱PLC(Q00CPU)与山武温度仪表SDC25TC的连接,中间通过了三菱的串口通信模块QJ71C24N以及通信控制器CMC15G。通信控制器CMC15G共提供4个通道与外部设备连接:其中通道1,9针D型连接器,连接RS232串口设备;通道2,连接RS485五线制串口设备;通道3、通道4,RS485三线制,主要用于连接山武温度仪表,每个通道可以连接31台SDC仪表。在本案例中通信控制器CMC15G的通道2以RS485五线制与三菱的串口通信模块QJ71C24N连接,通信控制器CMC15G通道4以三线制与多台山武的温度仪表SDC25TC连接,采用RS485 1 : N的串行通信方式。RS-485采用半双工工作方式,支持多点数据通信。RS-485采用半双工工作方式,任何时候只能有一点处于发送状态,因此,发送电路需由使能信号加以控制。

通信协议的不同
三菱的串口通信模块QJ71C24N支持3种通信格式:
1.MELSEC通信协议(MC协议)
MC协议是三菱的专用通信协议,根据MELSEC协议传送和接收数据的任何外部设备都可以使用MC协议与PLC CPU进行通信。使用此项协议外部设备可以通过Q系列串口通信模块QJ71C24N读写PLC CPU的软元件数据,采用的方式是温度仪表发出符合三菱专用通信协议格式的报文,因此可以直接对PLC中的软元件执行读写。比如设计人员设计时,第1个温度仪表的温度数值是写入D10的,那么该温度仪表在发送报文时,会直接将数值写入D10中,所以在顺控程序中,不必编写相应的通信程序。
2.无协议
无协议即通信双方可以自行决定通信协议的格式,使用QJ71C24N的缓冲存储区中的接收和发送专用区域。缓存地址:A2H(对应通道1)、142H(对应通道2)设定的是发送区域的起始位置,A3H(对应通道1)、143H(对应通道2)设定的是发送的数据长度。缓存地址:A6H(对应通道1)、146H(对应通道2)设定的是接收区域的起始位置,A7H(对应通道1)、147H(对应通道2)设定的是接受数据的长度。QJ71C24模块以无顺序协议的方式跟温控模块进行通信,温度信号可以用专用指令,通过顺控程序从缓冲存储器读进来。如果使用上述的GX Configurator-SC软件,那么相应的程序不需要了,可以直接在设定软件中设定。
3.双向通信协议
双向通信协议是全双工通信时用的,而山武温度仪表的专用通信协议为CPL(Controller Peripheral link),也可以使用Modbus通信协议。采用CPL通信协议时,通信步骤如下:主站给希望通信的从站发送命令电文;从站接受命令电文,根据电文内容进行读出或写入出来;从站把对应于处理内容的电文作为应答电文发送;主站接收应答电文。
通信参数的设置
1.串行通信模块传输协议设置
通过GX-Developer设置串行通信模块与外部设备进行通信的传输规格及通信协议。在智能模块开关设置窗口中设置该模块开关1~开关5的值。
开关1高8位用来设置通道1的通信速率,本系统采用的通信速率为9600bit/s。
开关1低8位用来设置通道1的传输规格,其内容包括:数据为8位,停止位为1位,无校验位,奇校验,整个命令不加校验和,运行时允许写入,允许改变设定。故开关1的值设置为05C2。
开关2为通道1的通信协议设置。本系统通信采用MELSEC通信协议格式1进行。故开关2值设置为0001。
开关3、开关4为通道2的设置参数用,本系统未用。
开关5为站号设置,系统默认的站号即PLC的地址为0。此数字指定哪一个外部设备将与Q系列C24进行通信,外部设备和PLC CPU的系统构成为1:1时,设定站号为0,采用全双工的通信模式。
2.山武温度仪表的通信参数设置
山武温度仪表的通信参数设置通过仪表键盘对仪表进行,设置的通信参数如下:
(1)C64(仪表采用的通信协议)设置为0,代表为采用山武温度仪表的专用通信协议CPL。
(2)C65(仪表地址)设置通信网络中仪表的地址,可以设置为1~31。
(3)C66(通信速率)可选择38400bit/s等,采用半双工的通信模式。
(4)C67(数据长度)为8位。
(5)C68(数据格式)为奇校验。
(6)C69(数据格式—停止位)为1位。
(7)C70(通信最小应答时间)为3ms。
3.通信控制器CMC15G的组态
通信控制器CMC15G支持多台山武公司的数字指示调节器与串行通信模块之间的通信,并可实现这两种不同通信协议的设备进行通信,无需编程。每个设定项目通过组态软件AP编辑器进行。
我们首先对通信控制器CMC15G的通信进行组态,指定连接到通信控制器各通道的设备的种类及其通信的传输规格。在本案例中,通道2以RS485五线制连接的是三菱的串口通信模块QJ71C24N,通道4以RS485三线制连接的是山武的温控仪表SDC25TC,如图2所示。

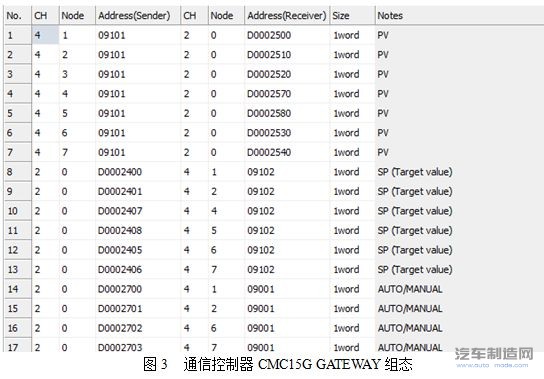
然后对通信控制器CMC15G的GATEWAY进行设置,确定通信控制器CMC15G各端口的通信功能。在该智能仪表的RAM寄存器中,从地址09101开始的7个寄存器存储了7组参数:PV(测量值)、SP(目标值)、LSP group(本机设定值组数)、PID group(PID组数)、MV(操作量)、HEAT MV(加热操作量)和COOL MV(冷却操作量)。在图3所示的案例中,1#端口的通信功能是将存储在1#仪表RAM寄存器中的这7组参数读到PLC的数据寄存器D0002720~D0002726中来;6#端口的通信功能是将PLC的数据寄存器D0002700、D0002701中的数据写到1#仪表的寄存器09102(SP)、09103(LSP group)中。而寄存器09102、09103中存储的是设定值与LSP组数选择,也就是改变了该仪表的设定值。图3中的表达式4:2:09101是指通过CMC15G的第4通道与地址为2的SDC仪表的09101寄存器进行通信;2:0:D0002730是指通过CMC15G的第2通道与PLC的D0002730寄存器进行通信。
结语
综上所述,通过通信控制器CMC15G实现了三菱PLC与山武温度仪表之间的通信,使得工艺过程参数可采集到PLC中并通过上位机或HMI显示出来;同时通过上位机或HMI也可改变数据寄存器D中的值,进而可以远程改变仪表的设定值。这一功能在汽车涂装生产线的中央监控中具有重要的工程实践意义。
- 下一篇:高效、精准的追溯解决方案
- 上一篇:超高强钢连接技术开发
-
NimbleTrack-CR | 追求无损扫描下的极致细节,
2025-10-30 -

一汽车项目落户重庆涪陵!总投资52亿元!
2025-10-30 -

一汽车项目落户重庆涪陵!总投资52亿元!
2025-10-30 -

【智绘工业之魂,铭记使命必达】——在物流行业
2025-10-27






最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43