
汽车转向球头销感应热处理的改进
2018-09-21 14:16:56· 来源:感应加热世界
微信公众号

作者:杨清泉单位:新大洲本田摩托有限公司来源:《金属加工(热加工)》杂志汽车的转向是由转向器和转向传动机构来完成的,转向器是转向系中的减速增力传动装置,其功用是增大由转向盘传到转向节的力矩,并改变力的传递方向。转向传动机
作者:杨清泉
单位:新大洲本田摩托有限公司
来源:《金属加工(热加工)》杂志
汽车的转向是由转向器和转向传动机构来完成的,转向器是转向系中的减速增力传动装置,其功用是增大由转向盘传到转向节的力矩,并改变力的传递方向。
转向传动机构的功用是:将转向器输出的运动和动力传给转向桥两侧的转向节,使两侧转向轮偏转,并使两转向轮偏转按一定的关系变化,以保证汽车转向时车轮与地面的相对滑动尽可能小;吸收车轮传到转向盘的反冲力。转向传动机构主要由转向摇臂、转向直拉杆、转向节(包括转向节臂和梯形臂)、转向横拉杆等组成。转向摇臂(也称转向垂臂)连着转向器和转向直拉杆,转向盘和转向器的运动传给转向摇臂,再由转向摇臂传给转向机构,使前轮转向,在完成这个转向过程中,在转向摇臂、转向直拉杆、转向横拉杆中使用球头销完成转向的功能。
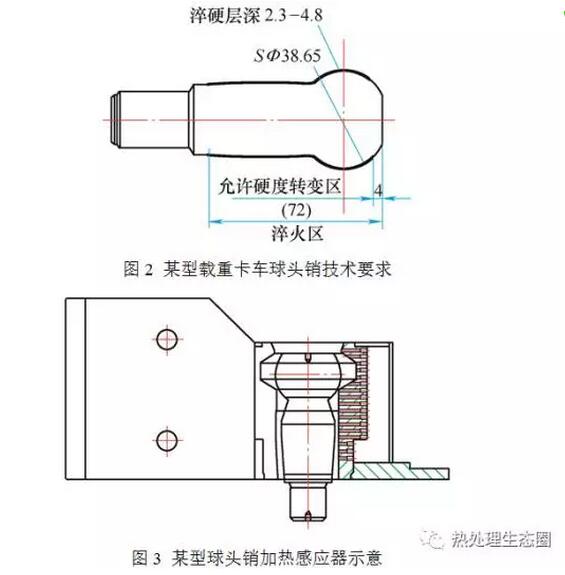
球头销在独立悬架系统中被广泛采用,控制臂或推力杆常通过位于端部的球头销与其他部件相连。球头销的主要功能是实现车轮上下跳动和转向运动,球头销是完成汽车行驶和转向功能的重要的安保部品。常见的球头销形状如图1所示。

球头销部品的使用条件决定了球头销必须具有足够的强度及耐久性,以承受车轮传来的力和振动,这也就意味着该部品的热处理控制是保证强度和耐久性的关键因素,在这里针对球头销的感应热处理长期摸索的改进经验介绍给各位同行参考。
1.球头销的主要制造工艺流程
某型载重卡车使用的球头销,材料采用国标的45钢,根据球头销的使用及技术要求,即要求球头销的表面具有高的耐磨性和耐久性,主要工艺流程:下料→皂化→冷镦成形→调质→钻孔→粗车→粗磨→精车→精磨→滚丝→感应加热及淬火、回火→无损检测→包装→入库。
2.球头销的技术要求及感应热处理主要工艺
根据该球头销的技术要求(见图2),采用中频感应加热进行淬火、回火。使用型号为DGF-T-648B的中频加热机组,功率200kW、频率8000Hz;淬火冷却介质为清水,水温20~40℃、淬火水压0.2~0.8MPa;回火采用井式回火炉,回火温度180℃。使用的加热感应器的结构见图3。
3.存在的问题
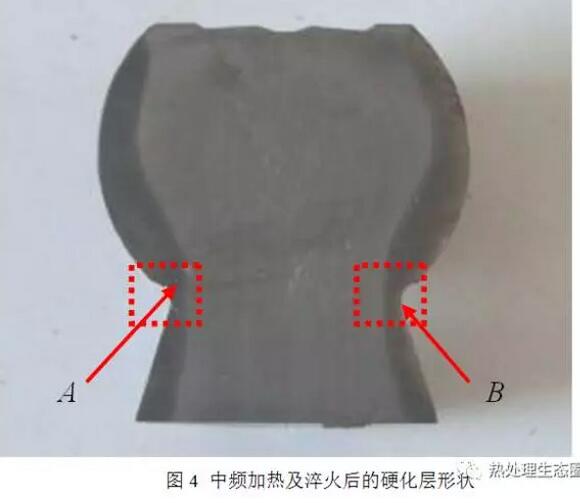
使用上述中频感应热处理工艺加工出来的球头销,经检验确认:硬度、马氏体组织、硬化层深度、硬化区域及形状都合格,符合技术要求,但如图4所示的硬化层形状中,A、B两处明显比其他部分层深浅,硬化层深度非常不均匀,对热处理的稳定性控制带来了很大的困难,为此我们决定改善此不良现象。
4.硬化层形状不良的原因分析及改善措施
(1)硬化层形状不良的原因分析
硬化层形状主要取决于感应器的结构形状,感应器与被加热部品之间的间隙越均匀越有利于硬化层的均匀,既硬化层形状越好,但当部品形状复杂时,还要考虑感应加热特有的“尖角效应”。另外,本感应器的加热和淬火冷却喷水圈为一体化设计,因此在对感应器有效圈的形状设计时考虑了部品的放入和取出问题,导致该感应器的形状设计成如图3所示的结构,而要改善图4所示的硬化层形状不良,只能从根本上改变感应器的结构和淬火冷却喷水圈的结构,为此我们需要重新设计感应器和淬火冷却喷水装置。
单位:新大洲本田摩托有限公司
来源:《金属加工(热加工)》杂志
汽车的转向是由转向器和转向传动机构来完成的,转向器是转向系中的减速增力传动装置,其功用是增大由转向盘传到转向节的力矩,并改变力的传递方向。
转向传动机构的功用是:将转向器输出的运动和动力传给转向桥两侧的转向节,使两侧转向轮偏转,并使两转向轮偏转按一定的关系变化,以保证汽车转向时车轮与地面的相对滑动尽可能小;吸收车轮传到转向盘的反冲力。转向传动机构主要由转向摇臂、转向直拉杆、转向节(包括转向节臂和梯形臂)、转向横拉杆等组成。转向摇臂(也称转向垂臂)连着转向器和转向直拉杆,转向盘和转向器的运动传给转向摇臂,再由转向摇臂传给转向机构,使前轮转向,在完成这个转向过程中,在转向摇臂、转向直拉杆、转向横拉杆中使用球头销完成转向的功能。
球头销在独立悬架系统中被广泛采用,控制臂或推力杆常通过位于端部的球头销与其他部件相连。球头销的主要功能是实现车轮上下跳动和转向运动,球头销是完成汽车行驶和转向功能的重要的安保部品。常见的球头销形状如图1所示。
球头销部品的使用条件决定了球头销必须具有足够的强度及耐久性,以承受车轮传来的力和振动,这也就意味着该部品的热处理控制是保证强度和耐久性的关键因素,在这里针对球头销的感应热处理长期摸索的改进经验介绍给各位同行参考。
1.球头销的主要制造工艺流程
某型载重卡车使用的球头销,材料采用国标的45钢,根据球头销的使用及技术要求,即要求球头销的表面具有高的耐磨性和耐久性,主要工艺流程:下料→皂化→冷镦成形→调质→钻孔→粗车→粗磨→精车→精磨→滚丝→感应加热及淬火、回火→无损检测→包装→入库。
2.球头销的技术要求及感应热处理主要工艺
根据该球头销的技术要求(见图2),采用中频感应加热进行淬火、回火。使用型号为DGF-T-648B的中频加热机组,功率200kW、频率8000Hz;淬火冷却介质为清水,水温20~40℃、淬火水压0.2~0.8MPa;回火采用井式回火炉,回火温度180℃。使用的加热感应器的结构见图3。
3.存在的问题
使用上述中频感应热处理工艺加工出来的球头销,经检验确认:硬度、马氏体组织、硬化层深度、硬化区域及形状都合格,符合技术要求,但如图4所示的硬化层形状中,A、B两处明显比其他部分层深浅,硬化层深度非常不均匀,对热处理的稳定性控制带来了很大的困难,为此我们决定改善此不良现象。
4.硬化层形状不良的原因分析及改善措施
(1)硬化层形状不良的原因分析
硬化层形状主要取决于感应器的结构形状,感应器与被加热部品之间的间隙越均匀越有利于硬化层的均匀,既硬化层形状越好,但当部品形状复杂时,还要考虑感应加热特有的“尖角效应”。另外,本感应器的加热和淬火冷却喷水圈为一体化设计,因此在对感应器有效圈的形状设计时考虑了部品的放入和取出问题,导致该感应器的形状设计成如图3所示的结构,而要改善图4所示的硬化层形状不良,只能从根本上改变感应器的结构和淬火冷却喷水圈的结构,为此我们需要重新设计感应器和淬火冷却喷水装置。
举报 0
收藏 0
分享 139
-

乘用车金属冲压
2025-05-29 -

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04






最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43