
RLW-A激光熔焊铝焊自适应飞行焊激光头
2018-06-25 16:29:05· 来源:德国宾采尔BINZEL焊枪
微信公众号

RLW-A是一套具有创新意义的无接触式激光焊接系:可靠性高,具有动态的光学系统,工作精度高,可重复性好,因而能胜任各种类型的焊接任务。ALW-A高性能、低成本的特性将为您提供一个取代传统焊接设备的最佳选择。
RLW-A是一套具有创新意义的无接触式激光焊接系:可靠性高,具有动态的光学系统,工作精度高,可重复性好,因而能胜任各种类型的焊接任务。ALW-A高性能、低成本的特性将为您提供一个取代传统焊接设备的最佳选择。
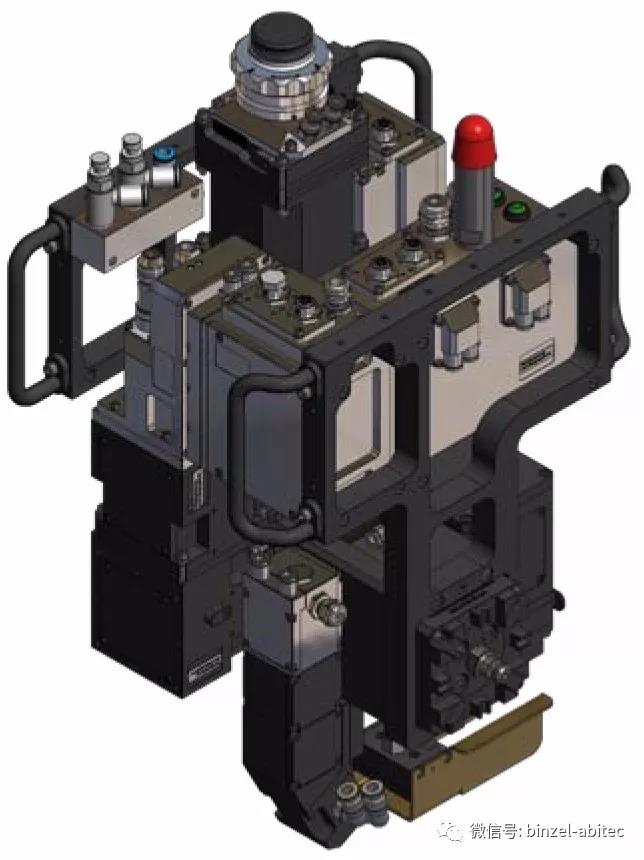
RLW-A视图 2-D扫描模块

功能描述
RLW-A把光学焊缝跟踪器和高动态扫描仪集成在一根工作轴上,当机器人移动的时候,系统跟踪测量焊缝轨迹并实时调整扫描镜。我们获得专利的共轴跟踪技术(工作激光束和测量光束从同一光路射出),使得焊缝测量精度超出一般水准。RLW-A能够保障落在工件焊缝上的光斑保持高度的稳定性和精度沿着焊缝作业,因而RLW-A同样适用于具有三维轮廓工件的加工。
应用领域
• 适用于所有角焊缝焊接的工件(例如:车身部件如车门、车顶)
RLW-A侧视图
特性
• 高灵敏度的焊缝跟踪系统适合于壳体的焊接
• 图像识别模糊时,可以对过程参数做限制
• 即插即用的加工系统:RLW-A相对独立,与机器人的通讯简单—无需复杂的通讯接口
• 基于标准的激光焊接器,编程简单
• 扫描系统有很高的动态调整相应能力
• 基于scapacs®模块系统的模块化设计:因此RLW-A可以与所有种
类的光学组件、光纤、现场总线集成
• 配有专用的图形用户界面,用于参数设置
优势
• 由于RLW-A高效的焊接工艺,它可以有效的减少车辆结构中的法兰长度
• RLW-A材料和重量的减少有助于减少能源消耗和CO2排放量
• 拥有更大的操作间隙可以穿过卡箍和紧固装置:因此相对接触式焊缝跟踪而言,整个作业周期都会被极大的缩短
• 高度动态的焊缝跟踪系统能精确的定位焊缝,工件和设备的公差都将得到补偿
• 通过自动对焦功能可以设置需要的工作光斑大小
• 采用较小的保护镜片模块,因而使用较小的气帘模块,节省了压缩气体成本
技术参数
• 波长:1030-1080nm
• 功率:max.8kw
• 电源:400V(外部);24V(内部)
• 扫描区域:X=±32mm;Y=±16.5mm;Z=±10mm
• 振镜位置精度:X=0.1mm;Y=0.1mm;Z=0.5mm
适配类型
• 光纤耦合器类型: Trumpf-B, Trumpf-D, Optoskand QBH, MMI
• 现场总线类型: Profibus, Interbus, Profinet, Devicenet, Ethernet/IP
选配模块
• 可以与集成SCeye的质量传感系统集成
• 正在升级二维扫描系统
RLW-A视图 2-D扫描模块
功能描述
RLW-A把光学焊缝跟踪器和高动态扫描仪集成在一根工作轴上,当机器人移动的时候,系统跟踪测量焊缝轨迹并实时调整扫描镜。我们获得专利的共轴跟踪技术(工作激光束和测量光束从同一光路射出),使得焊缝测量精度超出一般水准。RLW-A能够保障落在工件焊缝上的光斑保持高度的稳定性和精度沿着焊缝作业,因而RLW-A同样适用于具有三维轮廓工件的加工。
应用领域
• 适用于所有角焊缝焊接的工件(例如:车身部件如车门、车顶)
RLW-A侧视图
特性
• 高灵敏度的焊缝跟踪系统适合于壳体的焊接
• 图像识别模糊时,可以对过程参数做限制
• 即插即用的加工系统:RLW-A相对独立,与机器人的通讯简单—无需复杂的通讯接口
• 基于标准的激光焊接器,编程简单
• 扫描系统有很高的动态调整相应能力
• 基于scapacs®模块系统的模块化设计:因此RLW-A可以与所有种
类的光学组件、光纤、现场总线集成
• 配有专用的图形用户界面,用于参数设置
优势
• 由于RLW-A高效的焊接工艺,它可以有效的减少车辆结构中的法兰长度
• RLW-A材料和重量的减少有助于减少能源消耗和CO2排放量
• 拥有更大的操作间隙可以穿过卡箍和紧固装置:因此相对接触式焊缝跟踪而言,整个作业周期都会被极大的缩短
• 高度动态的焊缝跟踪系统能精确的定位焊缝,工件和设备的公差都将得到补偿
• 通过自动对焦功能可以设置需要的工作光斑大小
• 采用较小的保护镜片模块,因而使用较小的气帘模块,节省了压缩气体成本
技术参数
• 波长:1030-1080nm
• 功率:max.8kw
• 电源:400V(外部);24V(内部)
• 扫描区域:X=±32mm;Y=±16.5mm;Z=±10mm
• 振镜位置精度:X=0.1mm;Y=0.1mm;Z=0.5mm
适配类型
• 光纤耦合器类型: Trumpf-B, Trumpf-D, Optoskand QBH, MMI
• 现场总线类型: Profibus, Interbus, Profinet, Devicenet, Ethernet/IP
选配模块
• 可以与集成SCeye的质量传感系统集成
• 正在升级二维扫描系统
编辑推荐





最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43