
基于Abaqus和Isight的汽车前纵梁的冲压成形分析和优化
2018-06-12 12:22:22· 来源:CAETube讲堂
微信公众号

钣金件的深冲成形需要充分考虑材料性能、压边力、冲压速度等成形参数对成形质量的影响,比如起皱、开裂和回弹等。冲压仿真的弹-塑性材料和接触引起极高的非线性求解。
摘要
钣金件的深冲成形需要充分考虑材料性能、压边力、冲压速度等成形参数对成形质量的影响,比如起皱、开裂和回弹等。冲压仿真的弹-塑性材料和接触引起极高的非线性求解。
采用Abaqus针对非线性冲压成形进行高精度仿真,同时结合Isight对高强钢汽车面板的毛坯尺寸和压边力等参数进行DOE设计,以最优化板料的成形性能,使其在成形极限FLD之内。
关键词:深冲成形, Abaqus,Isight
引言
本文以NUMISHEET 2011 的Benchmark中的汽车纵梁为例,通过优化压边力、板长和板宽,以取得最小化毛坯面积,同时最大减薄率小于20%,避免开裂和起皱。
模具和板料毛坯
冲程为101.8mm,板料轧制方向为Y方向。初始板料尺寸长为1650mm,宽为560mm。

上模、压边圈和下模

拉延筋
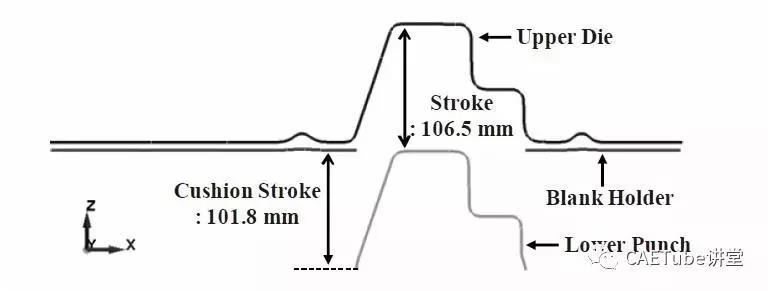
冲程
材料性能
高强钢DP590的材料参数和成形极限FLD如下。

高强钢DP590的材料参数
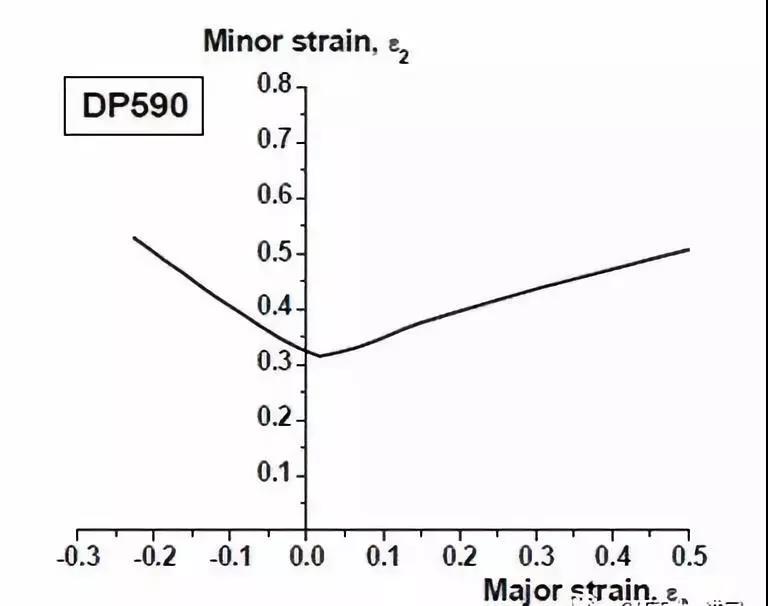
DP590的成形极限FLD
有限元模型
成形仿真采用Abaqus,板料网格单元类型为S4R。
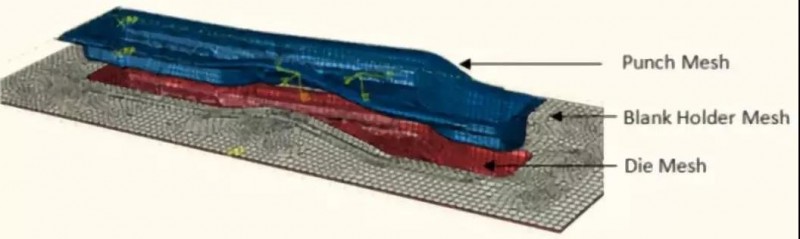
有限元模型
DOE设计和优化
DOE和优化采用Isight中拉丁超立方DOE技术,板长、板宽和压边力被定义为DOE变量,其中板宽被分别定义成板宽1和板宽2以考量非对称。总厚度减薄量和FLD值被定义为响应参数。
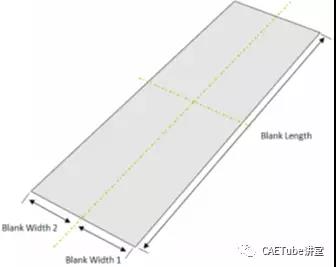
毛坯的DOE参数
优化的目标是最小化毛坯面积,约束板厚度STH>1.44mm且FLD值<1。
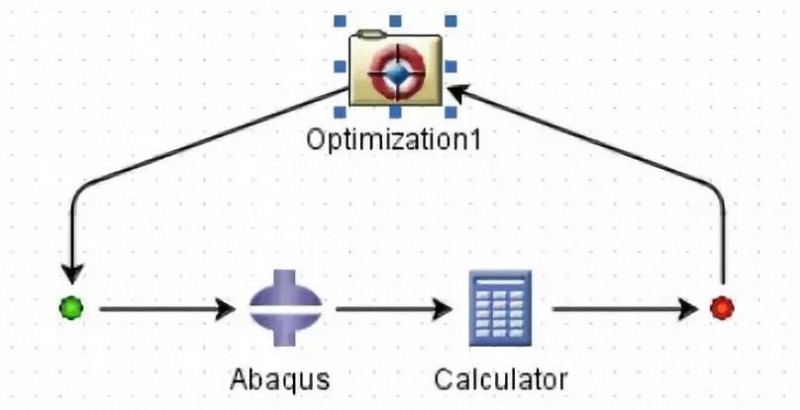
基于Isight的DOE设计
分析和优化结果
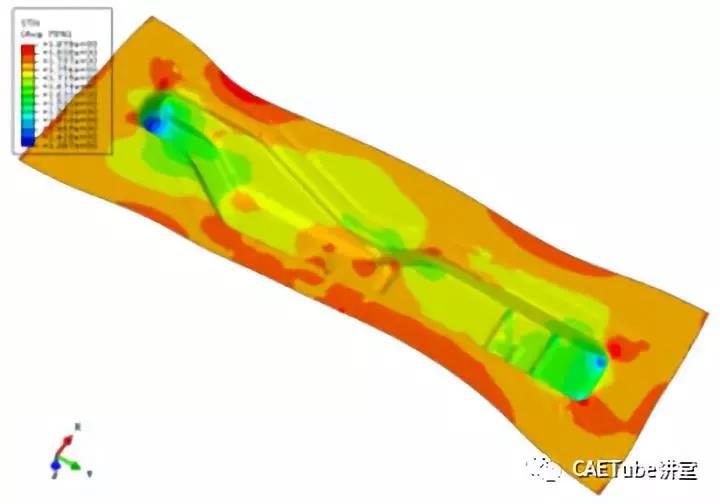
初始模型的厚度云图(最小1.387mm)
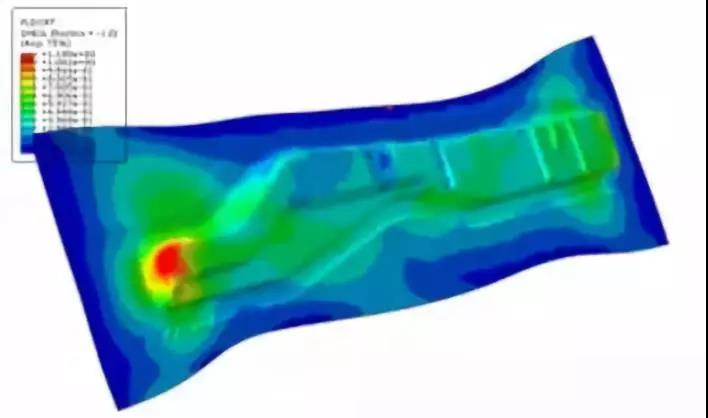
初始模型的FLD云图(最大FLDCRT1.180)
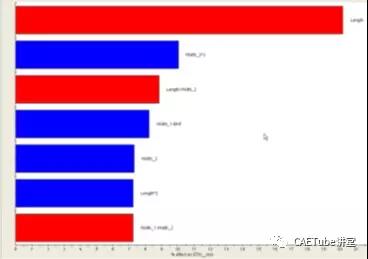
影响因子从大到小为板长、板宽1、板宽2和压边力。
设计变量对响应的影响
对于Isight采用不同优化算法,所得的最优结果有所区别。

钣金件的深冲成形需要充分考虑材料性能、压边力、冲压速度等成形参数对成形质量的影响,比如起皱、开裂和回弹等。冲压仿真的弹-塑性材料和接触引起极高的非线性求解。
采用Abaqus针对非线性冲压成形进行高精度仿真,同时结合Isight对高强钢汽车面板的毛坯尺寸和压边力等参数进行DOE设计,以最优化板料的成形性能,使其在成形极限FLD之内。
关键词:深冲成形, Abaqus,Isight
引言
本文以NUMISHEET 2011 的Benchmark中的汽车纵梁为例,通过优化压边力、板长和板宽,以取得最小化毛坯面积,同时最大减薄率小于20%,避免开裂和起皱。
模具和板料毛坯
冲程为101.8mm,板料轧制方向为Y方向。初始板料尺寸长为1650mm,宽为560mm。
上模、压边圈和下模
拉延筋
冲程
材料性能
高强钢DP590的材料参数和成形极限FLD如下。
高强钢DP590的材料参数
DP590的成形极限FLD
有限元模型
成形仿真采用Abaqus,板料网格单元类型为S4R。
有限元模型
DOE设计和优化
DOE和优化采用Isight中拉丁超立方DOE技术,板长、板宽和压边力被定义为DOE变量,其中板宽被分别定义成板宽1和板宽2以考量非对称。总厚度减薄量和FLD值被定义为响应参数。
毛坯的DOE参数
优化的目标是最小化毛坯面积,约束板厚度STH>1.44mm且FLD值<1。
基于Isight的DOE设计
分析和优化结果
初始模型的厚度云图(最小1.387mm)
初始模型的FLD云图(最大FLDCRT1.180)
影响因子从大到小为板长、板宽1、板宽2和压边力。
设计变量对响应的影响
对于Isight采用不同优化算法,所得的最优结果有所区别。






最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43