
Fronius伏能士为汽车副车架提供激光复合双丝焊接解决方案
2018-01-15 17:09:55· 来源:Fronius伏能士
微信公众号

激光焊与电弧焊是两种不同的焊接工艺,激光焊是通过激光束将能量传输到工件上,而电弧焊则是通过电弧传输能量。激光焊的热影响区非常窄,焊缝的深宽比很高,具有高的焊接速度,但因为焦点直径很小,所以焊缝搭桥能力很差。电弧焊的能量密度比较低,加热面积较大,焊接速度相对较低。
激光焊与电弧焊是两种不同的焊接工艺,激光焊是通过激光束将能量传输到工件上,而电弧焊则是通过电弧传输能量。激光焊的热影响区非常窄,焊缝的深宽比很高,具有高的焊接速度,但因为焦点直径很小,所以焊缝搭桥能力很差。电弧焊的能量密度比较低,加热面积较大,焊接速度相对较低。

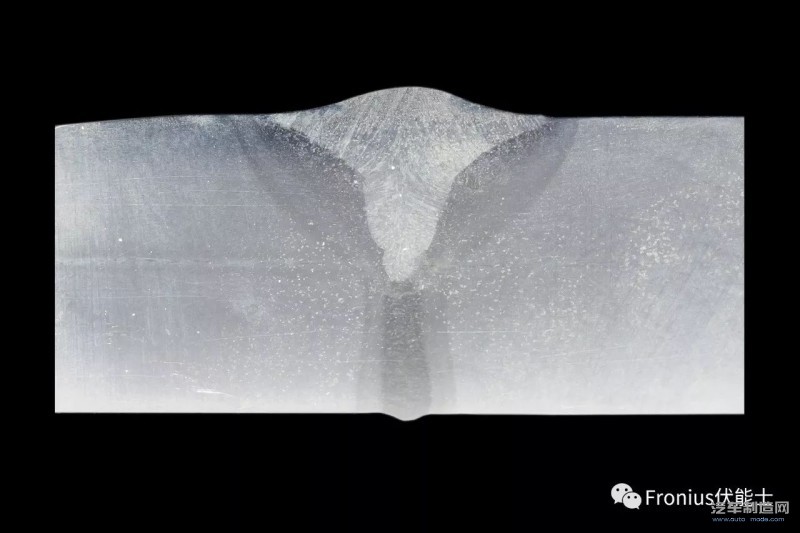
2001年,奥地利Fronius International GmbH伏能士焊接技术国际有限公司开发了全球首台纯工业级LaserHybrid激光复合焊接系统,该系统将激光焊和电弧焊完美地结合起来,从而获得了优良的综合性能,包括:高能量密度、高能量利用率、高的电弧稳定性、高焊接速度、节约焊丝及气体成本,较低的工装夹具精度要求等。
LaserHybrid激光复合焊——焊缝及熔深图片:

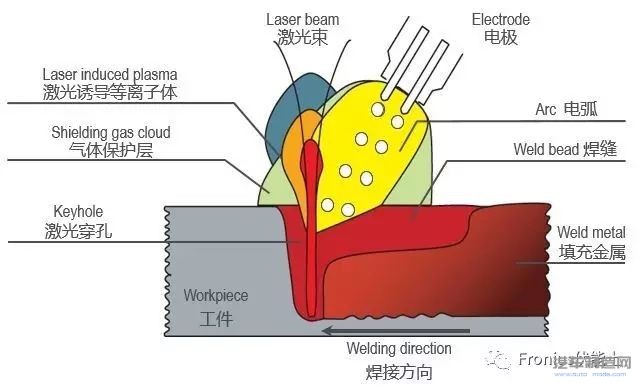
激光复合双丝焊工艺原理
激光复合双丝焊就是将激光焊接和双丝气保焊接相结合,其工艺原理图如下:
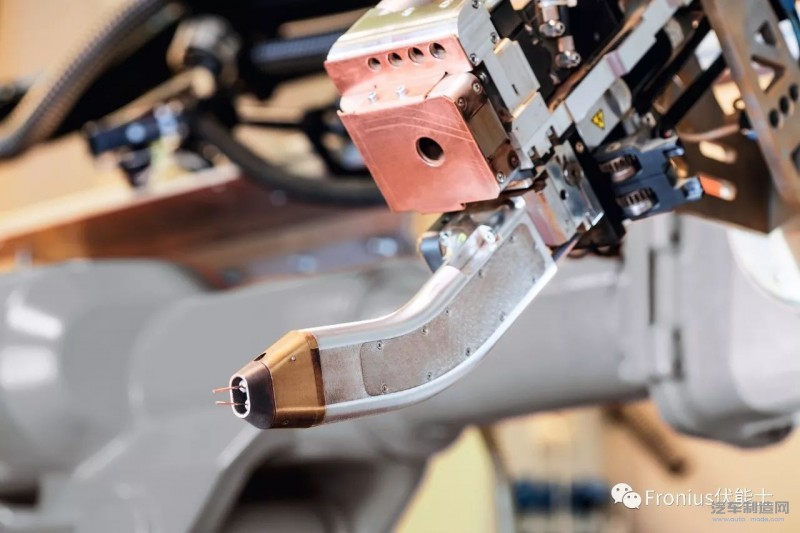
激光复合双丝焊枪:

激光复合双丝焊——副车架焊接应用案例
激光复合双丝焊因其可实现更高的焊接速度,减少焊丝及保护气体的消耗量等优势,已在实际生产中得到大量应用。

焊接参数:
焊缝长度: 880mm + 700mm
激光功率: 6KW
激光与第一个电弧距离:3mm
激光与第二个电弧距离:7mm
气 体: 96%Ar + 4%O2
焊丝直径:Ø1.2+1.0mm
送丝速度: 2×9.7m/min
焊接速度: 6m/min
焊接时间:20s
副车架焊缝及熔深图如下:


激光复合双丝焊优势分析:

/ 因为双丝的填充,使激光焊的间隙容忍度提高,达到100% (例如:1.5mm 的板厚搭接焊,间隙可达到1.5mm,即间隙容忍度达到100%);
/ 激光成本近年大幅下降,激光复合双丝焊综合成本效益提高,同时对前道工序精度要求降低;
/ 质量稳定可靠;
/ 耗材减少,节省成本;
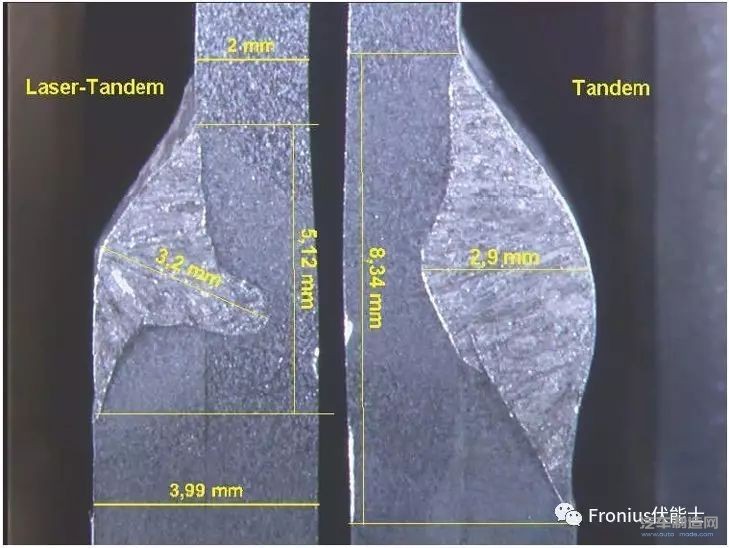
(左图:激光复合双丝焊焊接效果 右图:双丝气保焊焊接效果)
在2017年德国埃森展,Fronius伏能士发布了全新的激光复合焊系统,该系统使用Fronius伏能士智能焊机TPS/i Robotics及新型复合焊枪,从而带来更大的焊接优势,包括:
/ 可实现8 m/min的焊接速速;
/ 显著降低焊丝及气体的消耗;
/ 极好的搭桥能力;
/ 一套系统既可以单独进行激光焊或气保焊,也可以进行激光复合焊。
Fronius伏能士全新激光复合焊系统及焊枪


2001年,奥地利Fronius International GmbH伏能士焊接技术国际有限公司开发了全球首台纯工业级LaserHybrid激光复合焊接系统,该系统将激光焊和电弧焊完美地结合起来,从而获得了优良的综合性能,包括:高能量密度、高能量利用率、高的电弧稳定性、高焊接速度、节约焊丝及气体成本,较低的工装夹具精度要求等。
LaserHybrid激光复合焊——焊缝及熔深图片:
激光复合双丝焊工艺原理
激光复合双丝焊就是将激光焊接和双丝气保焊接相结合,其工艺原理图如下:
激光复合双丝焊枪:
激光复合双丝焊——副车架焊接应用案例
激光复合双丝焊因其可实现更高的焊接速度,减少焊丝及保护气体的消耗量等优势,已在实际生产中得到大量应用。
焊接参数:
焊缝长度: 880mm + 700mm
激光功率: 6KW
激光与第一个电弧距离:3mm
激光与第二个电弧距离:7mm
气 体: 96%Ar + 4%O2
焊丝直径:Ø1.2+1.0mm
送丝速度: 2×9.7m/min
焊接速度: 6m/min
焊接时间:20s
副车架焊缝及熔深图如下:
激光复合双丝焊优势分析:
/ 因为双丝的填充,使激光焊的间隙容忍度提高,达到100% (例如:1.5mm 的板厚搭接焊,间隙可达到1.5mm,即间隙容忍度达到100%);
/ 激光成本近年大幅下降,激光复合双丝焊综合成本效益提高,同时对前道工序精度要求降低;
/ 质量稳定可靠;
/ 耗材减少,节省成本;
(左图:激光复合双丝焊焊接效果 右图:双丝气保焊焊接效果)
在2017年德国埃森展,Fronius伏能士发布了全新的激光复合焊系统,该系统使用Fronius伏能士智能焊机TPS/i Robotics及新型复合焊枪,从而带来更大的焊接优势,包括:
/ 可实现8 m/min的焊接速速;
/ 显著降低焊丝及气体的消耗;
/ 极好的搭桥能力;
/ 一套系统既可以单独进行激光焊或气保焊,也可以进行激光复合焊。
Fronius伏能士全新激光复合焊系统及焊枪



编辑推荐





最新资讯
-
一汽车项目落户福建,总投资30亿!
2025-11-03 21:03
-
第七届数字电源关键元器件应用峰会正
2025-11-03 17:12
-
用户思维驱动高速增长,北汽新能源月
2025-11-03 16:23
-
电装亮相2025日本移动出行展,以技术
2025-10-30 12:12
-
9月新品Q&A大放送 | 想知道的都在这
2025-10-30 11:43