
别让铸铁熔炼中元素的负面作用干扰你的判断!
2018-01-04 17:31:03· 来源:铸造展览网 作者:李传栻
微信公众号

这里所说的“干扰元素”,是对灰铸铁和球墨铸铁的性能有负面影响而言的,不一定都是通常所谓的有害元素,其中有的在钢材中是重要的合金元素,有的对于某些合金铸铁也是必不可少的。
这里所说的“干扰元素”,是对灰铸铁和球墨铸铁的性能有负面影响而言的,不一定都是通常所谓的有害元素,其中有的在钢材中是重要的合金元素,有的对于某些合金铸铁也是必不可少的。产生干扰元素的原因有三个方面:
一是钢材、铸钢件和铸铁件中通常都含有的有害元素,如硫、磷(一些耐磨铸铁中有时故意加入少量的磷)、铅(易切削钢中有时加入少量的铅)等;
二是为改善钢材的性能而特意加入的合金元素,如锰、铬、钼、钛、钒、铌、硼等;
三则是混杂在炉料中的污染物。
一.问题的提出
铸件产量的迅速增长,拉动了对各种金属原材料的需求,铸造生铁、废钢和各种铁合金的供应日趋紧张,不仅价格不断上涨,质量也难以稳定一致。
此外,随着我国工业的发展,对各类铸件的质量要求日益提高,尤其是对高性能球墨铸铁件和厚截面、铁素体球墨铸铁件的需求增多,等温淬火球墨铸铁件和蠕墨铸铁件也逐步推广应用。所有这些,都要求提高铸铁材质的纯净度,炉料带来的干扰元素的影响逐渐成为大家不能不面对的问题。
1.铸造生铁中的干扰元素
炼钢用生铁中所含的磷、硫等有害元素和其他干扰元素,可以在以后的炼钢过程中脱除,而铸造生铁只是在重熔后直接制成铸件,各种有害元素和干扰元素相当一部分仍然保留,如果含量超过允许值,就会影响材质的性能。制造高质量铸铁件时,原料生铁中有害元素和干扰元素的含量必须严格控制。
为适应这种要求:我国于1982年制定了GB718-82 《铸造用生铁》国家标准,以区别于炼钢生铁;1985年又制定了GB1412-85 《球墨铸铁用生铁》国家标准;冶金工业部于1990还制定了一项规定微量元素含量的推荐性铸造生铁标准YB(T)14-90 《铸造用生铁》,其中对P、S、As、Pb、Sn、Sb、Zn、Cr、Ni、Cu、V、Ti、Mo等元素的允许含量都作了具体的规定。
但是,两项国家标准后来也都变更为推荐性标准,加以铸造行业对生铁的需求增长很快,供应紧张,许多生产厂家执行标准的力度不能令人满意,铸造生铁的质量参差不齐。
特别是近十多年来,我国钢、铁行业以举世罕见的速度发展,铁矿石很快由自给自足转变为主要依赖进口。在这种情况下,铸造生铁的生产、供应体系变化很大,更难以保证其质量的稳定一致。
加拿大、日本、瑞典、挪威、巴西、南非等国家,为适应生产高质量铸件的要求,早已开始生产高纯铸铁供应,不仅满足自己的需求,而且向世界各国的铸造行业供货。
最近几年来,我国也有厂家生产高纯生铁,但由于推广、应用的力度不够,还未能充分发挥其作用。今后,希望我国生产优质铸铁件的厂家对国产的高纯生铁给予更多的关注。
2.废钢中的合金元素
近20年来,各种钢材都在向薄壁化、轻量化、强韧化的方向发展,低合金钢的应用范围日益扩大。1980年前后,常用的一般钢材主要是碳钢,低合金钢所占的比重不到20%,2005年,常用钢材中低合金钢所占的比重已达50%左右,甚至更高一些。从资源的充分利用、各种装备的轻量化、工艺技术的进步等方面看来,当然是好事,而且这种趋势今后仍将继续,但是,废钢中这类合金元素的增多,却给铸铁业带来了许多棘手的问题,不能不采取必要的应对措施。
目前,各类常用钢材中含合金元素的大致情况见表1。
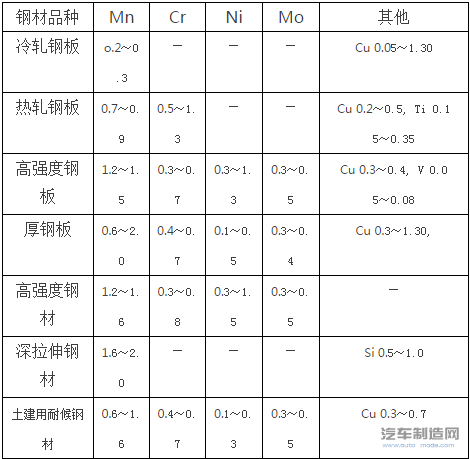
表1 常用钢材中的合金元素含量(%)
除此之外,铸造行业的熔炼工艺也在不断变革。从上世纪60年代起,铸铁行业中采用感应电炉作为熔炼设备的企业逐渐增多。尤其是70年代以后,中频无心感应电炉的电源有了重大的改进,熔制铸铁时热效率可达到70%,电炉设备和所用的耐火材料也在不断发展,因而其应用日益广泛。用感应电炉熔炼铸铁时,炉料中铸造生铁锭的用量很少,废钢所占的份额增多,而钢材中的合金元素对铸铁(尤其是球墨铸铁)的性能却大都有负面影响,甚至成了污染元素。
另一方面,在冲天炉熔炼过程易于脱除的低沸点元素,如Pb(1755℃)、Sb(1640℃)、Bi(1481℃)、Te(989.8℃)、As(615℃升华)、Cd(767℃)、Zn(419.5℃)等,用感应电炉熔炼时就较难以脱除,从而易于显现其负面影响。
除此以外,由于对废钢的需求量大增,其来源涉及到各行各业,混入一些污染元素,如铅、铝、锌等,也在所难免。
二.干扰元素对铸铁性能的影响
1.形成碳化物
钢材中的合金元素,如Mn、Cr、V、Mo、Ti、B等,都是很强的碳化物形成元素,而
且易偏析于铸件最后凝固的部位,在晶界处浓度很高。对于灰铸铁,由于其组织中存在大量片状石墨,强度本来就不高,延性和韧性很差,晶界处碳化物的影响并不那么明显。对于球墨铸铁,尤其是铁素体球墨铸铁件、等温淬火球墨铸铁件和优质厚截面球墨铸铁件,晶界处碳化物的影响往往是至关重要的。
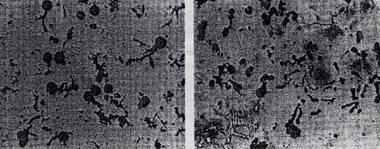
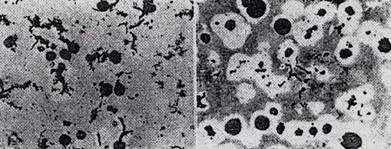
图1和图2都是厚壁球墨铸铁件晶界处的碳化物。这类碳化物对材质的力学性能影响很大,而且出现这类碳化物时铸件内部往往随之产生小的缩孔或疏松。
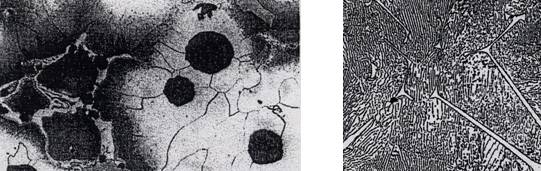
图1 富Ti的晶界碳化物 图2 富Mo的复合碳化物
表2中列出了这类元素的来源、对铸铁性能的影响及建议的含量控制值(特殊情况下作为合金元素加入时例外)。
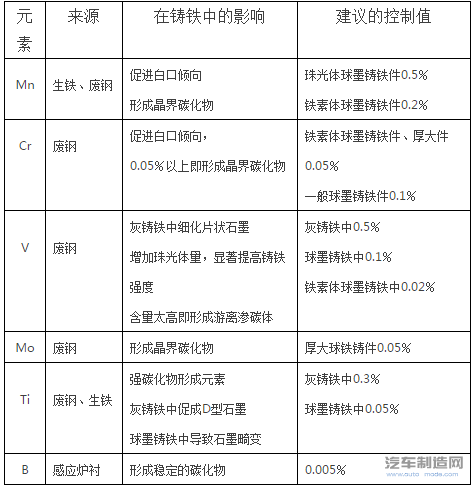
表2 铸铁中常见的碳化物形成元素
2.对石墨球化的影响
铸铁中加入Mg和以Ce为代表的稀土元素后,可以使石墨球化。如果金属炉料中含有阻碍石墨球化的元素,就会影响石墨的球化。阻碍石墨球化的作用大致可分为两个方面:
(1)与Mg或稀土元素反应,产生氧化物、硫化物和氮化物,消耗球化元素。
起这种作用的主要是氧、硫和氮。此外,碲(Te)和硒(Se)也是消耗球化剂的元素。
(2)球状石墨生成后,提高铸铁中的液相的稳定性,使石墨长大过程中,在各个方向成长不均匀,从而导致石墨球畸变。
起这种作用的主要是磷、铝、锡、铜、硼、锑、钛、铌等元素。这类元素偏析的倾向强,可以使铁中的液相稳定,促进石墨成长的异向性,从而影响石墨的形态。
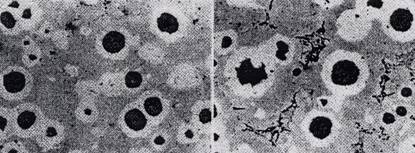
硼、锡、锑、铜对石墨形态的影响见图3。
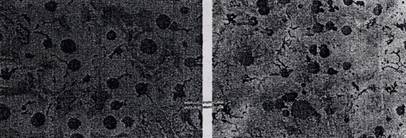
a)含B 0.04% b)含Sn 0.48%;
b)含Sb 0.085% d)含Cu 2.25%
图3 硼、锡、锑、铜对石墨形态的影响
还有一些元素,如铅、铋等,兼有上述两种作用。
各种影响石墨球化的元素及其作用,简略归纳于表3.
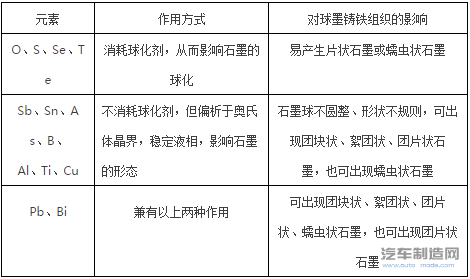
表3 影响石墨球化的元素及其对石墨组织的影响
但是,铁液中含钛量增多时,各种元素的允许含量还应进一步降低。在不同的钛含量下,砷、锡、铋、铅、锑等元素的球墨铸铁中石墨形态的影响见图4。
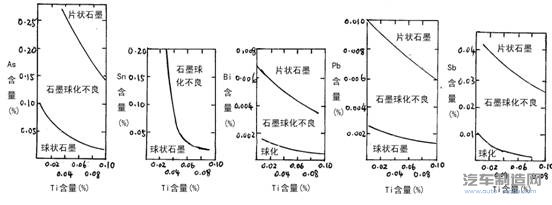
图4 在不同的钛含量下,砷、锡、铋、铅、锑对石墨形态的影响
因此,生产优质球墨铸铁件时,应特别留意铸铁中的钛含量。
最近,制造高强度球墨铸铁件时,常常加入较多的铜。在这种条件下,应尽可能地将铸铁中的铝含量控制得低一些。
3.产生缩孔的倾向增大
缩孔的特征有表面缩孔和内部的缩孔、缩松。钛、铝的含量增高,铁液的流动性恶化,产生表面缩孔的倾向增大。磷、锰、铬、钒、钼等元素易偏析于最后凝固的部位,形成复合碳化物,导致产生内部缩孔、缩松的倾向增大。日本三重县技术综合研究所藤川、村川等人的研究工作表明:灰铸铁中含有铝、钛、钒、铬、磷等元素,产生缩孔的倾向增大;球墨铸铁中,铝含量自0.02%增加到0.4%,产生缩孔的倾向增大。
4.灰铸铁的强度降低
灰铸铁组织中石墨的形态(A型、B型、C型、D型或型E),对其力学性能有重要的影响,难以由硬度预测其强度。灰铸铁中铅含量在0.005%以上,就可能产生魏氏体型石墨,导致强度显著降低。如果铸铁中还含有铝、氢、钙等元素,铅含量在0.005%以下,就可能出现魏氏体型石墨。
一种厚壁灰铸铁件(厚度100~150㎜)在使用过程中破断,作失效分析时发现,虽然基体组织基本上是珠光体,由于石墨为魏氏体型,硬度为148 HB,分析结果表明铅含量很高,为0.025%,破断处的显微组织见图5。

图5 厚壁灰铸铁件中因含铅而致的魏氏体型石墨
灰铸铁中常加入锑或锡,以稳定珠光体,提高其硬度。但是,如加入量太多,虽然硬度提高了,强度却反而会降低。碳当量较高的灰铸铁中,锡的加入量对灰铸铁硬度和强度的影响见图6。灰铸铁中添加锑,也有同样的影响,而且易于使石墨的形态变异。

图6 锡加入量对灰铸铁硬度和抗拉强度的影响
灰铸铁强度低下时,有必要注意钛的有害作用。钛含量增多时,加以铁液中含有的硫的作用,会促使D型石墨形成。部分石墨成为D型后,基体组织中的铁素体增多,会使铸铁的强度降低。干扰元素‘钛’不仅来自废钢,我国生产的高硅铸造生铁中也往往含有钛,选用时应加注意。印度生产的铸造生铁中也有这样的问题。
5.铸铁的硬度低
近年来,美国经常发生珠光体球墨铸铁的硬度低于寻常的情况,为查明其原因进行了研究,最近已经明确这是硼的影响。
铸铁中硼含量超过0.002%,就可以抑制铜稳定珠光体的作用,使铸铁的硬度降低。因此,生产中不仅要注意废钢和其他炉料中所含的硼,采用感应电炉熔炼时,还应注意筑炉材料中加入的硼酸所造成的污染。
6.感应电炉炉衬的寿命低
近年来,用于熔炼铸铁的感应电炉日益增多,炉衬寿命不高的情况也十分多见,当然,耐火材料品质不高、筑炉工艺掌握不好是出现这类问题的主要原因,但是,也不能忽视炉料带来的问题。
如果采用镀锌钢板作炉料,锌受热后蒸发,侵入炉衬内,就会使炉料寿命降低。新筑的炉衬烧结期间,锌蒸汽的影响尤为严重。
三.消除干扰元素有害作用的措施
熔炼铸铁时,炉料中所含的干扰元素的负面影响是不容忽视的,为了确保铸件的质量,不能不采取必要的应对措施。
1.严格管理炉料、控制铁液的化学成分
要控制各种干扰元素的影响,首先要确知问题的所在、测定可能导致产生问题的各元素的含量,然后才有可能采取相应的应对措施。
如果采用光谱分析仪,分析各种合金元素、微量元素以及其他干扰元素的含量都很方便,还可根据炉前分析,对铁液的成分进行动态的调整,实现实时控制。目前,我国的铸铁生产企业中,具备这种条件的很少。分析质量问题时,除C、Si、Mn、P、S五元素外,能测定其他合金元素和微量元素含量的企业也不多。面对当前原材料供应方面变数很多的情况,生产技术含量较高的铸件时,要确保铸件质量并使之稳定一致,难度实在不小。
从这一点看来,各地区由铸造协会牵头建立面向生产企业的技术服务中心,并配备必要的检测设施是非常必要的。
对于生产球墨铸铁件,除C、Si以外,各种合金元素、微量元素和有害元素的含量的控制值见表4。表中提到的“阻碍铁素体化系数”,是该元素在铁素体球墨铸铁中允许最高含量的倒数,数值越高,稳定珠光体的作用越强。
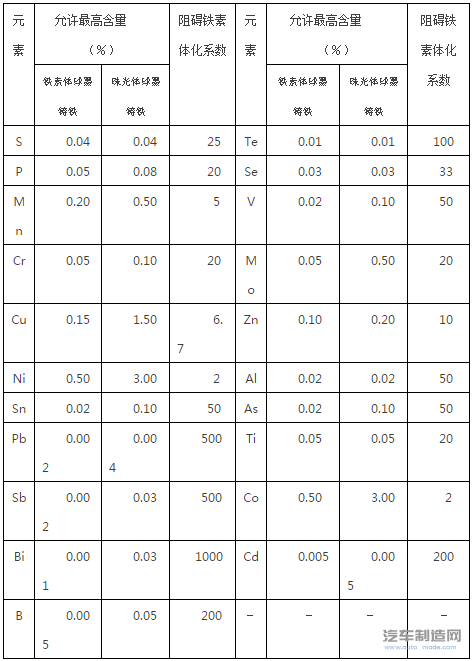
表4 球墨铸铁中各种合金元素、干扰元素含量的控制值
2.抑制干扰元素的影响
如果球墨铸铁中含有干扰元素,影响石墨的球状化、导致石墨畸变,可通过加入合金元素以抑制其有害作用,在这方面,首先要提到的是铈(Ce)。
Ce是活性很强的元素,可以与多种干扰元素作用,形成高熔点的化合物,如Ce2Sb2O3、Ce2S3、Ce2Pb、Bi2Ce4、CeAl2等,从而抑制其有害作用。但是,Ce的加入量,应该根据干扰元素的情况通过试验确定,不能太多,否则,又易于出现团块状石墨。
早年有人做过一组试验:在经过球化处理的铁液中,先加入0.1%的锑,然后再分别取样,加入不同量(0%、0.05%、0.1%和0.2%)的Ce,以观察其对石墨形态的影响。结果表明,加入0.1%的Ce效果最好,见图7。
a)不加Ce b)加Ce0.05%
b)加Ce0.1% d)加Ce0.2%
图7 含梯的球墨铸铁铁液中加入铈后的石墨组织
3、采用高纯铸造生铁进行矫正
以前,世界各国生产要求特别严格的铸铁件时,大都采用瑞典生产的木炭生铁,这种生铁的杂质含量很低,表5中所列的是实际测定值的一例。
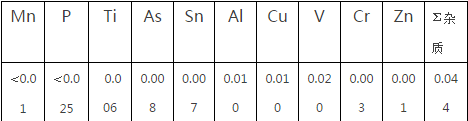
表5 一种瑞典木炭生铁中各种干扰元素(杂质)的含量(%)
后来,由于各行业对优质球墨铸铁件的需求增长很快,一般的铸造生铁难以适应这种要求,加以废钢中各种合金元素的含量不断增多,对高纯生铁的需求日益迫切。木炭生铁虽然好,但价格昂贵,而且可供给的数量也有限,于是就出现了可以大量生产的高纯生铁。这种生铁主要是将高炉炼得的铁液注入转炉中、用氧气吹炼而制成的,其中各种杂质的含量很低,而价格又具有相当的吸引力。
吹炼高纯生铁产生的炉渣中含有多种金属氧化物,从中可以提炼稀、贵的金属。例如,某处铁矿石中含有钒和钛,吹炼高纯生铁时产生的炉渣就是提炼钒、钛的原料,炼铁企业出售炉渣所得的收益几乎与生铁的价值相当。因此,炼铁厂生产的高纯生铁,可充分利用资源,在售价方面也就颇具优势,这种生铁的前景当然看好。
最早生产这种生铁的是加拿大的QIT-Fer et Titane公司,该公司位于Quebec省的Sorel,因而其生产的高纯生铁的商品名称是“Sorelmetal”。后来,该公司在南非建立了RMB公司,也生产Sorelmetal(QIT铸造生铁)。Sorelmetal的生产已有约50年的历史,起初,广泛应用于美国和加拿大的汽车行业,后来销往世界各国,我国也早就有铸造企业在炉料中配用。
Sorelmetal RF-1是高纯生铁的牌号之一,其中5种基本元素的含量见表6,其他杂质的含量见表7。
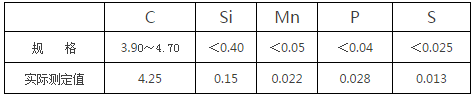
表6 Sorelmetal RF-1高纯生铁5元素的含量(%)
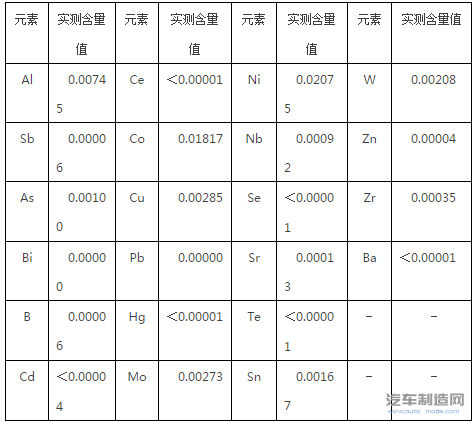
表7 Sorelmetal RF-1高纯生铁中杂质元素含量的实际测定值(%)
据相关报道称,日本、俄罗斯和巴西都生产类似的高纯生铁。最近几年来,我国也已开始生产这种高纯生铁。
看来,采用高纯生铁是解决铸铁行业原材料困扰的重要途径之一,希望大家都来关注高纯生铁生产和应用方面的各种问题,使我国高纯生铁的生产能健康地发展、壮大,为提高我国铸铁件的技术含量创造条件。
目前,日本有两家企业生产高纯生铁,其牌号和成分规格见表7。
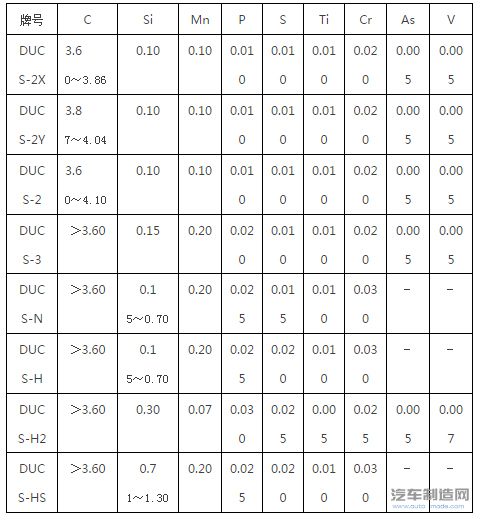
表7 日本产高纯生铁的牌号和成分规格(未列范围者为最高值) (%)
近日,我国河北承德市保通铸铁型材公司也生产两种高纯生铁,已经向铸造行业供货,其成分规格见表8和表9。

表8 高纯生铁的分级及成分规格(未列范围者为最高值) (%)
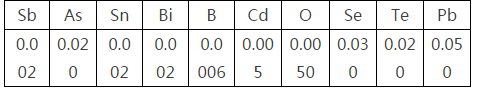
表9 高纯生铁微量元素含量的控制值(最大值) (%)
一是钢材、铸钢件和铸铁件中通常都含有的有害元素,如硫、磷(一些耐磨铸铁中有时故意加入少量的磷)、铅(易切削钢中有时加入少量的铅)等;
二是为改善钢材的性能而特意加入的合金元素,如锰、铬、钼、钛、钒、铌、硼等;
三则是混杂在炉料中的污染物。
一.问题的提出
铸件产量的迅速增长,拉动了对各种金属原材料的需求,铸造生铁、废钢和各种铁合金的供应日趋紧张,不仅价格不断上涨,质量也难以稳定一致。
此外,随着我国工业的发展,对各类铸件的质量要求日益提高,尤其是对高性能球墨铸铁件和厚截面、铁素体球墨铸铁件的需求增多,等温淬火球墨铸铁件和蠕墨铸铁件也逐步推广应用。所有这些,都要求提高铸铁材质的纯净度,炉料带来的干扰元素的影响逐渐成为大家不能不面对的问题。
1.铸造生铁中的干扰元素
炼钢用生铁中所含的磷、硫等有害元素和其他干扰元素,可以在以后的炼钢过程中脱除,而铸造生铁只是在重熔后直接制成铸件,各种有害元素和干扰元素相当一部分仍然保留,如果含量超过允许值,就会影响材质的性能。制造高质量铸铁件时,原料生铁中有害元素和干扰元素的含量必须严格控制。
为适应这种要求:我国于1982年制定了GB718-82 《铸造用生铁》国家标准,以区别于炼钢生铁;1985年又制定了GB1412-85 《球墨铸铁用生铁》国家标准;冶金工业部于1990还制定了一项规定微量元素含量的推荐性铸造生铁标准YB(T)14-90 《铸造用生铁》,其中对P、S、As、Pb、Sn、Sb、Zn、Cr、Ni、Cu、V、Ti、Mo等元素的允许含量都作了具体的规定。
但是,两项国家标准后来也都变更为推荐性标准,加以铸造行业对生铁的需求增长很快,供应紧张,许多生产厂家执行标准的力度不能令人满意,铸造生铁的质量参差不齐。
特别是近十多年来,我国钢、铁行业以举世罕见的速度发展,铁矿石很快由自给自足转变为主要依赖进口。在这种情况下,铸造生铁的生产、供应体系变化很大,更难以保证其质量的稳定一致。
加拿大、日本、瑞典、挪威、巴西、南非等国家,为适应生产高质量铸件的要求,早已开始生产高纯铸铁供应,不仅满足自己的需求,而且向世界各国的铸造行业供货。
最近几年来,我国也有厂家生产高纯生铁,但由于推广、应用的力度不够,还未能充分发挥其作用。今后,希望我国生产优质铸铁件的厂家对国产的高纯生铁给予更多的关注。
2.废钢中的合金元素
近20年来,各种钢材都在向薄壁化、轻量化、强韧化的方向发展,低合金钢的应用范围日益扩大。1980年前后,常用的一般钢材主要是碳钢,低合金钢所占的比重不到20%,2005年,常用钢材中低合金钢所占的比重已达50%左右,甚至更高一些。从资源的充分利用、各种装备的轻量化、工艺技术的进步等方面看来,当然是好事,而且这种趋势今后仍将继续,但是,废钢中这类合金元素的增多,却给铸铁业带来了许多棘手的问题,不能不采取必要的应对措施。
目前,各类常用钢材中含合金元素的大致情况见表1。
表1 常用钢材中的合金元素含量(%)
除此之外,铸造行业的熔炼工艺也在不断变革。从上世纪60年代起,铸铁行业中采用感应电炉作为熔炼设备的企业逐渐增多。尤其是70年代以后,中频无心感应电炉的电源有了重大的改进,熔制铸铁时热效率可达到70%,电炉设备和所用的耐火材料也在不断发展,因而其应用日益广泛。用感应电炉熔炼铸铁时,炉料中铸造生铁锭的用量很少,废钢所占的份额增多,而钢材中的合金元素对铸铁(尤其是球墨铸铁)的性能却大都有负面影响,甚至成了污染元素。
另一方面,在冲天炉熔炼过程易于脱除的低沸点元素,如Pb(1755℃)、Sb(1640℃)、Bi(1481℃)、Te(989.8℃)、As(615℃升华)、Cd(767℃)、Zn(419.5℃)等,用感应电炉熔炼时就较难以脱除,从而易于显现其负面影响。
除此以外,由于对废钢的需求量大增,其来源涉及到各行各业,混入一些污染元素,如铅、铝、锌等,也在所难免。
二.干扰元素对铸铁性能的影响
1.形成碳化物
钢材中的合金元素,如Mn、Cr、V、Mo、Ti、B等,都是很强的碳化物形成元素,而
且易偏析于铸件最后凝固的部位,在晶界处浓度很高。对于灰铸铁,由于其组织中存在大量片状石墨,强度本来就不高,延性和韧性很差,晶界处碳化物的影响并不那么明显。对于球墨铸铁,尤其是铁素体球墨铸铁件、等温淬火球墨铸铁件和优质厚截面球墨铸铁件,晶界处碳化物的影响往往是至关重要的。
图1和图2都是厚壁球墨铸铁件晶界处的碳化物。这类碳化物对材质的力学性能影响很大,而且出现这类碳化物时铸件内部往往随之产生小的缩孔或疏松。
图1 富Ti的晶界碳化物 图2 富Mo的复合碳化物
表2中列出了这类元素的来源、对铸铁性能的影响及建议的含量控制值(特殊情况下作为合金元素加入时例外)。
表2 铸铁中常见的碳化物形成元素
2.对石墨球化的影响
铸铁中加入Mg和以Ce为代表的稀土元素后,可以使石墨球化。如果金属炉料中含有阻碍石墨球化的元素,就会影响石墨的球化。阻碍石墨球化的作用大致可分为两个方面:
(1)与Mg或稀土元素反应,产生氧化物、硫化物和氮化物,消耗球化元素。
起这种作用的主要是氧、硫和氮。此外,碲(Te)和硒(Se)也是消耗球化剂的元素。
(2)球状石墨生成后,提高铸铁中的液相的稳定性,使石墨长大过程中,在各个方向成长不均匀,从而导致石墨球畸变。
起这种作用的主要是磷、铝、锡、铜、硼、锑、钛、铌等元素。这类元素偏析的倾向强,可以使铁中的液相稳定,促进石墨成长的异向性,从而影响石墨的形态。
硼、锡、锑、铜对石墨形态的影响见图3。
a)含B 0.04% b)含Sn 0.48%;
b)含Sb 0.085% d)含Cu 2.25%
图3 硼、锡、锑、铜对石墨形态的影响
还有一些元素,如铅、铋等,兼有上述两种作用。
各种影响石墨球化的元素及其作用,简略归纳于表3.
表3 影响石墨球化的元素及其对石墨组织的影响
但是,铁液中含钛量增多时,各种元素的允许含量还应进一步降低。在不同的钛含量下,砷、锡、铋、铅、锑等元素的球墨铸铁中石墨形态的影响见图4。
图4 在不同的钛含量下,砷、锡、铋、铅、锑对石墨形态的影响
因此,生产优质球墨铸铁件时,应特别留意铸铁中的钛含量。
最近,制造高强度球墨铸铁件时,常常加入较多的铜。在这种条件下,应尽可能地将铸铁中的铝含量控制得低一些。
3.产生缩孔的倾向增大
缩孔的特征有表面缩孔和内部的缩孔、缩松。钛、铝的含量增高,铁液的流动性恶化,产生表面缩孔的倾向增大。磷、锰、铬、钒、钼等元素易偏析于最后凝固的部位,形成复合碳化物,导致产生内部缩孔、缩松的倾向增大。日本三重县技术综合研究所藤川、村川等人的研究工作表明:灰铸铁中含有铝、钛、钒、铬、磷等元素,产生缩孔的倾向增大;球墨铸铁中,铝含量自0.02%增加到0.4%,产生缩孔的倾向增大。
4.灰铸铁的强度降低
灰铸铁组织中石墨的形态(A型、B型、C型、D型或型E),对其力学性能有重要的影响,难以由硬度预测其强度。灰铸铁中铅含量在0.005%以上,就可能产生魏氏体型石墨,导致强度显著降低。如果铸铁中还含有铝、氢、钙等元素,铅含量在0.005%以下,就可能出现魏氏体型石墨。
一种厚壁灰铸铁件(厚度100~150㎜)在使用过程中破断,作失效分析时发现,虽然基体组织基本上是珠光体,由于石墨为魏氏体型,硬度为148 HB,分析结果表明铅含量很高,为0.025%,破断处的显微组织见图5。
图5 厚壁灰铸铁件中因含铅而致的魏氏体型石墨
灰铸铁中常加入锑或锡,以稳定珠光体,提高其硬度。但是,如加入量太多,虽然硬度提高了,强度却反而会降低。碳当量较高的灰铸铁中,锡的加入量对灰铸铁硬度和强度的影响见图6。灰铸铁中添加锑,也有同样的影响,而且易于使石墨的形态变异。
图6 锡加入量对灰铸铁硬度和抗拉强度的影响
灰铸铁强度低下时,有必要注意钛的有害作用。钛含量增多时,加以铁液中含有的硫的作用,会促使D型石墨形成。部分石墨成为D型后,基体组织中的铁素体增多,会使铸铁的强度降低。干扰元素‘钛’不仅来自废钢,我国生产的高硅铸造生铁中也往往含有钛,选用时应加注意。印度生产的铸造生铁中也有这样的问题。
5.铸铁的硬度低
近年来,美国经常发生珠光体球墨铸铁的硬度低于寻常的情况,为查明其原因进行了研究,最近已经明确这是硼的影响。
铸铁中硼含量超过0.002%,就可以抑制铜稳定珠光体的作用,使铸铁的硬度降低。因此,生产中不仅要注意废钢和其他炉料中所含的硼,采用感应电炉熔炼时,还应注意筑炉材料中加入的硼酸所造成的污染。
6.感应电炉炉衬的寿命低
近年来,用于熔炼铸铁的感应电炉日益增多,炉衬寿命不高的情况也十分多见,当然,耐火材料品质不高、筑炉工艺掌握不好是出现这类问题的主要原因,但是,也不能忽视炉料带来的问题。
如果采用镀锌钢板作炉料,锌受热后蒸发,侵入炉衬内,就会使炉料寿命降低。新筑的炉衬烧结期间,锌蒸汽的影响尤为严重。
三.消除干扰元素有害作用的措施
熔炼铸铁时,炉料中所含的干扰元素的负面影响是不容忽视的,为了确保铸件的质量,不能不采取必要的应对措施。
1.严格管理炉料、控制铁液的化学成分
要控制各种干扰元素的影响,首先要确知问题的所在、测定可能导致产生问题的各元素的含量,然后才有可能采取相应的应对措施。
如果采用光谱分析仪,分析各种合金元素、微量元素以及其他干扰元素的含量都很方便,还可根据炉前分析,对铁液的成分进行动态的调整,实现实时控制。目前,我国的铸铁生产企业中,具备这种条件的很少。分析质量问题时,除C、Si、Mn、P、S五元素外,能测定其他合金元素和微量元素含量的企业也不多。面对当前原材料供应方面变数很多的情况,生产技术含量较高的铸件时,要确保铸件质量并使之稳定一致,难度实在不小。
从这一点看来,各地区由铸造协会牵头建立面向生产企业的技术服务中心,并配备必要的检测设施是非常必要的。
对于生产球墨铸铁件,除C、Si以外,各种合金元素、微量元素和有害元素的含量的控制值见表4。表中提到的“阻碍铁素体化系数”,是该元素在铁素体球墨铸铁中允许最高含量的倒数,数值越高,稳定珠光体的作用越强。
表4 球墨铸铁中各种合金元素、干扰元素含量的控制值
2.抑制干扰元素的影响
如果球墨铸铁中含有干扰元素,影响石墨的球状化、导致石墨畸变,可通过加入合金元素以抑制其有害作用,在这方面,首先要提到的是铈(Ce)。
Ce是活性很强的元素,可以与多种干扰元素作用,形成高熔点的化合物,如Ce2Sb2O3、Ce2S3、Ce2Pb、Bi2Ce4、CeAl2等,从而抑制其有害作用。但是,Ce的加入量,应该根据干扰元素的情况通过试验确定,不能太多,否则,又易于出现团块状石墨。
早年有人做过一组试验:在经过球化处理的铁液中,先加入0.1%的锑,然后再分别取样,加入不同量(0%、0.05%、0.1%和0.2%)的Ce,以观察其对石墨形态的影响。结果表明,加入0.1%的Ce效果最好,见图7。
a)不加Ce b)加Ce0.05%
b)加Ce0.1% d)加Ce0.2%
图7 含梯的球墨铸铁铁液中加入铈后的石墨组织
3、采用高纯铸造生铁进行矫正
以前,世界各国生产要求特别严格的铸铁件时,大都采用瑞典生产的木炭生铁,这种生铁的杂质含量很低,表5中所列的是实际测定值的一例。
表5 一种瑞典木炭生铁中各种干扰元素(杂质)的含量(%)
后来,由于各行业对优质球墨铸铁件的需求增长很快,一般的铸造生铁难以适应这种要求,加以废钢中各种合金元素的含量不断增多,对高纯生铁的需求日益迫切。木炭生铁虽然好,但价格昂贵,而且可供给的数量也有限,于是就出现了可以大量生产的高纯生铁。这种生铁主要是将高炉炼得的铁液注入转炉中、用氧气吹炼而制成的,其中各种杂质的含量很低,而价格又具有相当的吸引力。
吹炼高纯生铁产生的炉渣中含有多种金属氧化物,从中可以提炼稀、贵的金属。例如,某处铁矿石中含有钒和钛,吹炼高纯生铁时产生的炉渣就是提炼钒、钛的原料,炼铁企业出售炉渣所得的收益几乎与生铁的价值相当。因此,炼铁厂生产的高纯生铁,可充分利用资源,在售价方面也就颇具优势,这种生铁的前景当然看好。
最早生产这种生铁的是加拿大的QIT-Fer et Titane公司,该公司位于Quebec省的Sorel,因而其生产的高纯生铁的商品名称是“Sorelmetal”。后来,该公司在南非建立了RMB公司,也生产Sorelmetal(QIT铸造生铁)。Sorelmetal的生产已有约50年的历史,起初,广泛应用于美国和加拿大的汽车行业,后来销往世界各国,我国也早就有铸造企业在炉料中配用。
Sorelmetal RF-1是高纯生铁的牌号之一,其中5种基本元素的含量见表6,其他杂质的含量见表7。
表6 Sorelmetal RF-1高纯生铁5元素的含量(%)
表7 Sorelmetal RF-1高纯生铁中杂质元素含量的实际测定值(%)
据相关报道称,日本、俄罗斯和巴西都生产类似的高纯生铁。最近几年来,我国也已开始生产这种高纯生铁。
看来,采用高纯生铁是解决铸铁行业原材料困扰的重要途径之一,希望大家都来关注高纯生铁生产和应用方面的各种问题,使我国高纯生铁的生产能健康地发展、壮大,为提高我国铸铁件的技术含量创造条件。
目前,日本有两家企业生产高纯生铁,其牌号和成分规格见表7。
表7 日本产高纯生铁的牌号和成分规格(未列范围者为最高值) (%)
近日,我国河北承德市保通铸铁型材公司也生产两种高纯生铁,已经向铸造行业供货,其成分规格见表8和表9。
表8 高纯生铁的分级及成分规格(未列范围者为最高值) (%)
表9 高纯生铁微量元素含量的控制值(最大值) (%)
- 下一篇:未来的车厢:更智能,更强大,功能更丰富
- 上一篇:各国对锻造行业现状汇报






最新资讯
-
“京采组合”创领变革 —— 一站式商
2025-09-16 17:53
-
旭化成发布新型传感解决方案,无需摄
2025-09-16 15:53
-
电装中国以创新助力“双碳”目标 推
2025-09-12 15:42
-
汽车新零售又出黑马,久车GO百城聚力
2025-09-12 15:25
-
思看科技走进浙大课堂,产教融合赋能
2025-09-11 20:45