











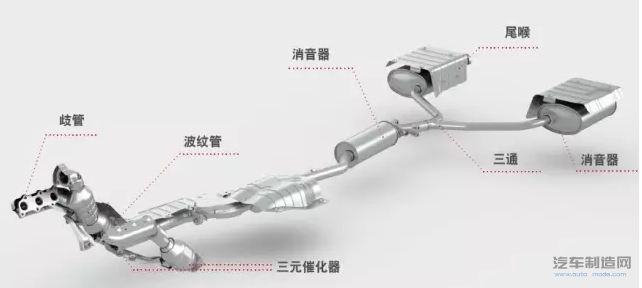
介绍完歧管、波纹管、三元催化器的焊接解决方案,这期让我们接着学习消音器的焊接。消音器由外部消音包及内部组件构成。
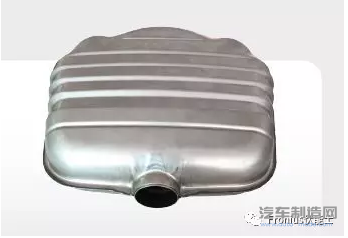
消音器(外部)焊接
焊接要求:
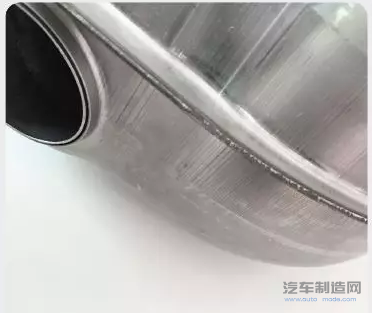
/ 消音器包边焊接,几乎无多余焊缝金属,且长焊缝
/ 通常有极高的补焊率
/ 由于消音器轻量化设计需求,采取骑缝焊位置
伏能士焊接解决方案:
焊缝类型一:
接头形式: T 形接头,对接/ 搭接焊缝,多层搭接
焊接参考参数:
母材类型: 409 等
接头形式: T 形接头,对接/ 搭接焊缝,多层搭接
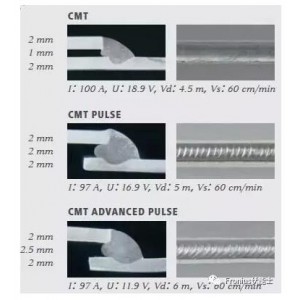
焊接工艺: GMAW
过渡方式: CMT
焊接电流: 140 A
焊接电压: 16 V
焊接速度: 2-3m/min
焊丝直径: 1.0mm
焊 丝: ER307L Si
气 体: 97.5%Ar + 2.5% CO2
焊缝类型二:
接头形式: 搭接

焊接参考参数:
母材类型: 铁素体
接头形式: 搭接
焊接工艺: GMAW
过渡方式: CMT
焊接电流: 160 A
焊接电压: 19 V
焊接速度: 0.6 m/min
焊丝直径: 1.0 mm
焊 丝: ER307L Si
气 体: 97.5% Ar + 2.5% CO2
焊缝类型三:
接头形式: 搭接(镀铝管)

焊接参考参数:
母材类型: 镀铝管
接头形式: 搭接
焊接工艺: GMAW
过渡方式: CMT
焊接电流: 105A
焊接电压: 11.8V
焊接速度: 0.6m/min
焊丝直径: 1.2mm
焊 丝: ER308L Si
气 体: 97% Ar + 3% CO2
伏能士消音器(外部)焊接优势分析:
/ 外包边焊接,在使用 CMT 或CMT+Pulse工艺之后,极大的增加了一次成型消音包的外边焊接成功率,返修率极低
/ 管口焊接,同镀铝焊接优势
/ 外包边焊接效率提升,大大节省模具及工作站数量,从而大幅度节约成本
消音器(内部)焊接
焊接要求:
/ 内组件焊接,必须要完全无飞溅,如有飞溅,需要人工摇晃清渣

伏能士焊接解决方案:
/ 使用CMT冷金属过渡电弧工艺,CMT的超低飞溅工艺可使焊渣清除工作完全取消,从而
节省了清渣的人工费用。
焊接参考参数:
母材类型: 409Ti
接头形式全位置搭接
焊接工艺: GMAW
过渡方式: CMT
焊接电流: 180 A
焊接电压: 21 V
焊接速度: 1.2 m/min
焊丝直径: 1.0 mm
焊 丝: ER307L Si
气 体: 98% Ar + 2% O2
