
当激光焊遇到双丝气保焊.......
2017-08-18 10:41:28·
微信公众号

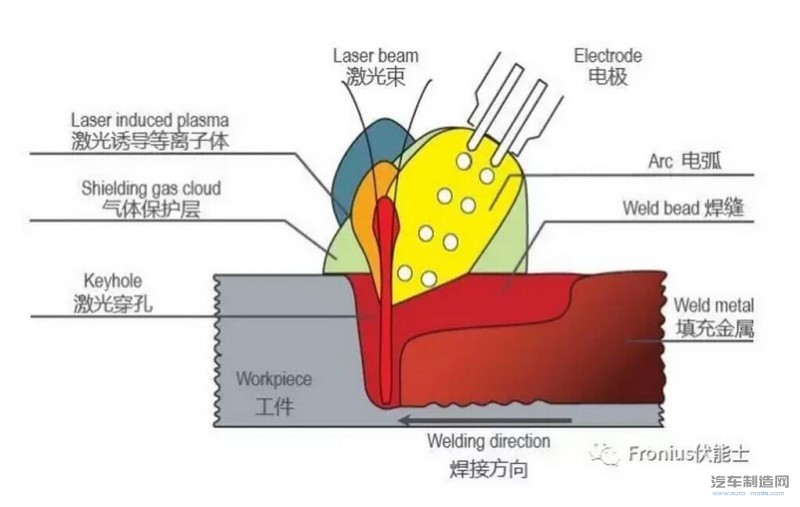
激光焊与电弧焊是两种不同的焊接工艺,很早就在生产中得到了广泛应用。激光焊是通过激光束将能量传输到工件上,而电弧焊则是通过电弧传输能量。激光焊的热影响区非常窄,焊缝的深宽比很高,具有高的焊接速度,但由于焦点直径很小,所以焊缝搭桥能力很差。电弧焊的能量密度比较低,加热面积较大,焊接速度相对较低。Laserhyb
激光焊与电弧焊是两种不同的焊接工艺,很早就在生产中得到了广泛应用。激光焊是通过激光束将能量传输到工件上,而电弧焊则是通过电弧传输能量。激光焊的热影响区非常窄,焊缝的深宽比很高,具有高的焊接速度,但由于焦点直径很小,所以焊缝搭桥能力很差。电弧焊的能量密度比较低,加热面积较大,焊接速度相对较低。Laserhybrid 激光复合焊技术是将这两种焊接技术完美的结合起来,从而获得了优良的综合性能,包括:高能量密度、高能量利用率、高的电弧稳定性、较低的工装夹具精度要求等。

激光复合双丝焊工艺原理
激光复合焊分类:
/ 激光源:CO2激光、YAG激光、半导体激光等;
/ 弧焊电源:TIG、MIG、MAG、等离子弧等;
上述激光和电弧可以自由任意不限种类不限方式的组合构建复合热源。
激光复合双丝焊就是将激光焊接和双丝气保焊接相结合,其工艺原理图如下:
激光复合双丝焊实际应用案例
激光复合双丝焊因为可实现更高的焊接速度,减少焊丝及保护气体的消耗量等优势,已在实际生产中得到大量应用,继续通过一段视频让您亲眼见证激光复合双丝焊的实际焊接效果。
焊接参数:
焊缝长度: 880mm + 700mm
激光功率: 6KW
激光与第一个电弧距离:3mm
激光与第二个电弧距离:7mm
气 体: 96%Ar + 4%O2
焊丝直径:Ø1.2+1.0mm
送丝速度: 2×9.7m/min
焊接速度: 6m/min
焊接时间:20s

焊缝效果
激光复合双丝焊优势分析:
/ 因为双丝的填充,使激光焊的间隙容忍度提高,达到100% (例如:1.5mm 的板厚搭接焊,间隙可达到1.5mm,即间隙容忍度达到100%);
/ 激光成本近年大幅下降,激光复合双丝焊综合成本效益提高,同时对前道工序精度要求降低;
/ 质量稳定可靠;
/ 耗材减少,节省成本;
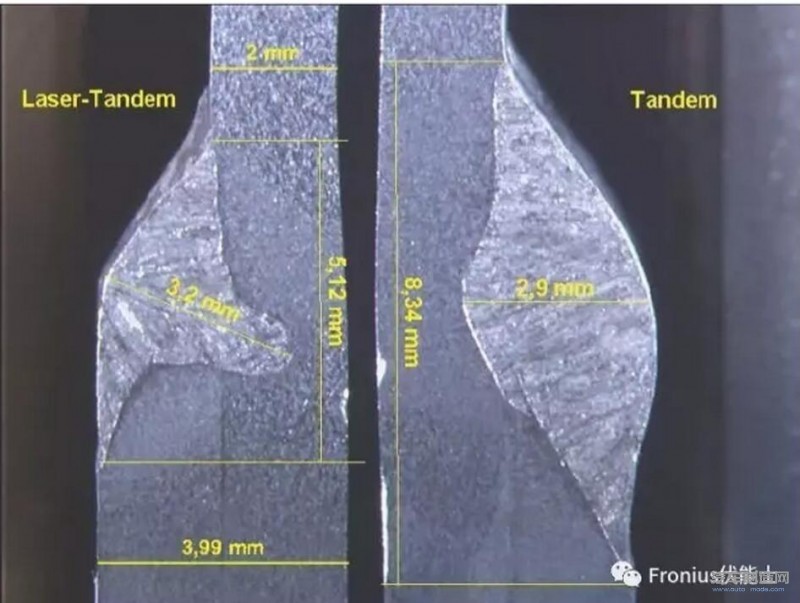
(左图:激光复合双丝焊焊接效果 右图:双丝气保焊焊接效果)
2017AMTS汽车装备制造展,Fronius伏能士展台将现场展示激光复合焊枪头及焊接样件。再次奉上一段小视频让您对激光复合焊枪头先睹为快!

在此诚挚邀请您莅临展台和伏能士工程师进行面对面技术交流。伏能士展位号:E2-G01.
关于伏能士
Fronius International GmbH伏能士焊接技术国际有限公司成立于1945年,是来自奥地利的高端焊接设备制造商和焊接解决方案供应商。其总部拥有超过400多名研发专家,获得过1200多项发明专利,是以创新技术为核心竞争力的全球焊机领导品牌。
Fronius进入中国市场近20年来受到高端焊接市场的广泛认可,Fronius品牌曾被翻译作“福尼斯”被广大用户熟知。多年来,Fronius伏能士始终如一地以完美的电弧、完善的服务和完整的个性化焊接解决方案服务于中国市场。

激光复合双丝焊工艺原理
激光复合焊分类:
/ 激光源:CO2激光、YAG激光、半导体激光等;
/ 弧焊电源:TIG、MIG、MAG、等离子弧等;
上述激光和电弧可以自由任意不限种类不限方式的组合构建复合热源。
激光复合双丝焊就是将激光焊接和双丝气保焊接相结合,其工艺原理图如下:
激光复合双丝焊实际应用案例
激光复合双丝焊因为可实现更高的焊接速度,减少焊丝及保护气体的消耗量等优势,已在实际生产中得到大量应用,继续通过一段视频让您亲眼见证激光复合双丝焊的实际焊接效果。
焊接参数:
焊缝长度: 880mm + 700mm
激光功率: 6KW
激光与第一个电弧距离:3mm
激光与第二个电弧距离:7mm
气 体: 96%Ar + 4%O2
焊丝直径:Ø1.2+1.0mm
送丝速度: 2×9.7m/min
焊接速度: 6m/min
焊接时间:20s
焊缝效果
激光复合双丝焊优势分析:
/ 因为双丝的填充,使激光焊的间隙容忍度提高,达到100% (例如:1.5mm 的板厚搭接焊,间隙可达到1.5mm,即间隙容忍度达到100%);
/ 激光成本近年大幅下降,激光复合双丝焊综合成本效益提高,同时对前道工序精度要求降低;
/ 质量稳定可靠;
/ 耗材减少,节省成本;
(左图:激光复合双丝焊焊接效果 右图:双丝气保焊焊接效果)
2017AMTS汽车装备制造展,Fronius伏能士展台将现场展示激光复合焊枪头及焊接样件。再次奉上一段小视频让您对激光复合焊枪头先睹为快!
在此诚挚邀请您莅临展台和伏能士工程师进行面对面技术交流。伏能士展位号:E2-G01.
关于伏能士
Fronius International GmbH伏能士焊接技术国际有限公司成立于1945年,是来自奥地利的高端焊接设备制造商和焊接解决方案供应商。其总部拥有超过400多名研发专家,获得过1200多项发明专利,是以创新技术为核心竞争力的全球焊机领导品牌。
Fronius进入中国市场近20年来受到高端焊接市场的广泛认可,Fronius品牌曾被翻译作“福尼斯”被广大用户熟知。多年来,Fronius伏能士始终如一地以完美的电弧、完善的服务和完整的个性化焊接解决方案服务于中国市场。
举报 0
收藏 0
分享 64
-
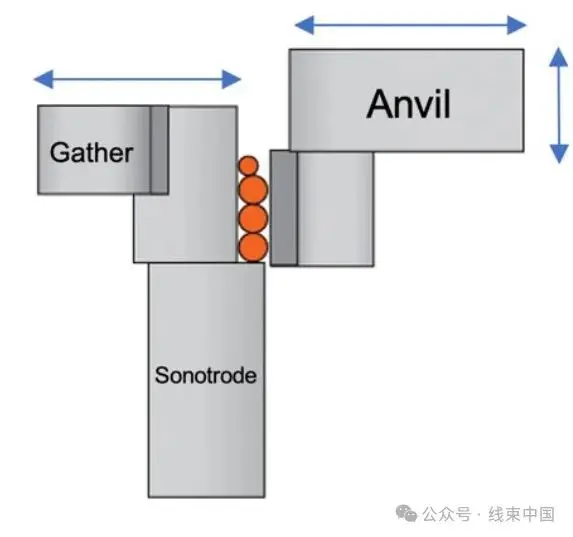
超声波金属焊接工艺的净值
2024-04-17 -
新能源汽车轻量化领域铝合金焊接技术研究综述
2024-04-11 -
新能源汽车电机定子铁心的焊接工艺
2024-04-01 -
车身零部件铝合金及钢铝混合连接工艺应用探讨
2024-03-29





最新资讯
-
理想69家核心供应商揭秘
2024-04-23 17:41
-
全尺寸&柴油混动 火星7 Pro的乘用升
2024-04-23 16:22
-
京东工业分享“太璞”数智供应链解决
2024-04-23 10:06
-
塞拉尼斯在 2024 CHINAPLAS中国国际
2024-04-23 09:37
-
涂装车间管理
2024-04-23 09:19

