
塑料小汽车模型的三维逆向设计
微信公众号

1 运用三维扫描仪器扫描汽车模型
1.1 汽车模型的整体样貌
该产品是关于汽车外壳塑件加工制造主要分为上下两部分,见图1。


图1 汽车模型的整体样貌
1.2 对汽车模型喷粉和贴标志点
注意事项:①喷粉时要均匀的喷在塑件表面(不反光材料可以省略)。②贴点时一个面不得少于4个标志点。
1.3 扫描汽车模型数据
1.3.1 扫描仪工作原理。
主要是采用扫描的方式逐点测量出了距离,然后计算出各点的空间位置,将测量物的信息存储到计算机当中。
1.3.2 扫描过程:
①把贴好点的汽车模型放到用黑布遮盖的转盘上;
②把天元扫描仪放置在合适的位置并调制好合适的高度以及角度;
③打开电脑启动天元扫描仪软件;
④新建文件开始扫描汽车模型;
⑤对汽车模型扫描后进行拼接处理;
⑥得到效果图后进行导出(格式为asc)进GeomagicStudio软件进行修补。

图2 扫描汽车模型时需要转动转盘从而全面扫描过程

图3 汽车模型扫描拼接过程

图4 汽车模型扫描效果
2 Geornagic Studio软件进行汽车扫描数据模型修补
Geomagic Studio是将三维扫描数据转化为高精度曲面、多边形和通用CAD模型的整套工具组提取未修剪曲面在这个流程中,用户首先需要创建一组未裁减的主曲面。
导人格式为.asc修补完的汽车模型扫描数据至U Gcomagic Studio软件。
处理流程为:点云处理——封装为多边形——造型——输出模型
填充孔方法。填充单个孔有3种方法分别是:①有基于曲率;②基于切线;③平面填充。
三种方法可以填充包括内部孔、边界孔,并可以以桥接的方式连接二个不相连的多边形区域从而达到目标效果。

图5 汽车模型扫描件封装后图形

图6 汽车模型扫描件经讨(Geomagic Studio软件修复后效果
3 运用Gcomagic Dcsign X软件进行逆向造型
导人格式为.stl修补完的汽车模型扫描数据到Geomagic Dcsign X软件。
①对齐导人的汽车模型扫描数据模型;
②分析数据,得到该数据为一个汽车模型表面覆盖件;
③对汽车模型底部进行拉伸;
④从正面进行拉伸;
⑤从侧面面进行再次拉伸;
⑥将两个拉伸件进行求差;
⑦对汽车模型局部进行逆向完成整个逆向过程;
⑧导出格式为.stp的数据再进行下阶段加工。
汽车模型扫描数据模型对齐;对汽车模型底部拉伸;从正面进行拉伸;从侧面进行拉伸;将两个拉伸件进行求差;得到逆向最终效果图。

图7 逆向最终效果
4 运用NX8.0为逆向处理的汽车模型刀路设计
①导人格式为.stp修补完的汽车模型扫描数据到NX8.0软件;
②经过分析汽车模型数据得到该工件用粗加工和精加工两道工序便可以完成;
③运用型腔铣的方式进行粗加工;
④运用固定区域铣削的方式进行精加工;
由逆向图导人NX8.0软件;运用NX8.0软件处理生成加工程序。
5 将设计好的刀路程序进行加工仿真及其后置处理
①运用NX8.0软件生成刀路后进行仿真,检查刀路是否正常;
②导出正确刀路进行下阶段实体加工;
③生成两个刀路FANUC处理,保存格式为txt的文本导人数据卡中(导人前格式化数据卡)。
6 将经过仿真及后处理过的程序导入机床进行实体加工
6.1 尺寸方面
工件尺寸:80×76×30
毛培尺寸:90×100×100
6.2 加工设备
FANUC Scries Oi Matc- MD三轴数控铣床。
6.3 加工方面
①粗精加工进刀方式都是由外径量力斜式进刀。
②对刀:根据工件结构进行中心对刀。
③粗加工:选用Φ10硬质合金三刃端铣刀,每次进给2mm,运用型腔铣来进行粗加工。进给:速度为500-600(根据现场加工情况调整)转速为设为,4000转/分。
④精加工:选用NX8硬质合金球头铣刀,运用固定区域铣削进行精加工;加工余量为1mm,进给速度为800,转速为4 000转/分从NX8.0软件导出程序所需要的数据卡;将预先设定好的刀进行夹装;粗加工所夹装好的道具为;10硬质合金端铣刀。
⑤最终工件效果图展示。

图8 最终工件效果展示
-

全尺寸&柴油混动 火星7 Pro的乘用升级之路
2024-04-23 -
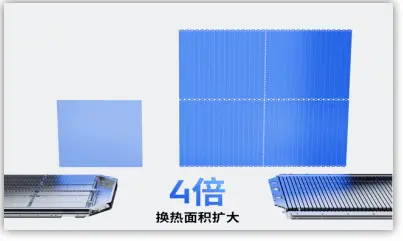
宁德时代CTP3.0麒麟液冷设计
2024-04-19 -

火星7Pro乘用转型再升级,245马力助力pickup+li
2024-04-17 -

该怎么做色彩搭配?
2024-04-16





最新资讯
-
京东工业亮相2024中国工业经济高峰论
2024-04-25 13:32
-
恩骅力首次亮相Chinaplas 2024国际橡
2024-04-25 08:16
-
B柱高强度钢热冲压工艺流程
2024-04-25 08:12
-
华为发布乾崑新品牌 开启智驾规模商
2024-04-25 08:04
-
毫末智行宣布与高通基于8620芯片城市
2024-04-25 08:02

