
激光焊和气保焊,是‘相杀’?还是‘相爱’?
2017-03-31 23:08:55· 来源:Fronius伏能士
微信公众号

激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。20世纪80年代中期,激光焊接作为新技术在欧洲、美国、日本得到了广泛的关注。1985年德国蒂森钢铁公司与德国大众汽车公司合作,在Audi100车身上成功采用了全球第一块激光拼焊板。90年代欧洲、北美、日本各大汽车生产厂开始在车身制造中大规模使用激光拼焊板技术。如今,激光焊接的应用越来越广泛,成为传统气保焊的强大竞争对手,那么,难道他们只能相杀,不能相爱吗?

2001年,奥地利伏能士焊接技术国际有限公司开发了世界上第一台纯工业级激光复合焊接系统,焊接速度达到9米/分钟。伏能士国际因“激光复合焊技术”获得上奥地利省创新奖。激光复合焊接技术完美地结合了激光焊接和气体保护焊接两种工艺,从而实现了更加优化的加工过程。从此,激光焊接与气保焊接开始了相爱之旅!激光复合焊接系统包括激光源、气保焊电源、复合激光焊头等一系列组件。

激光复合焊原理介绍
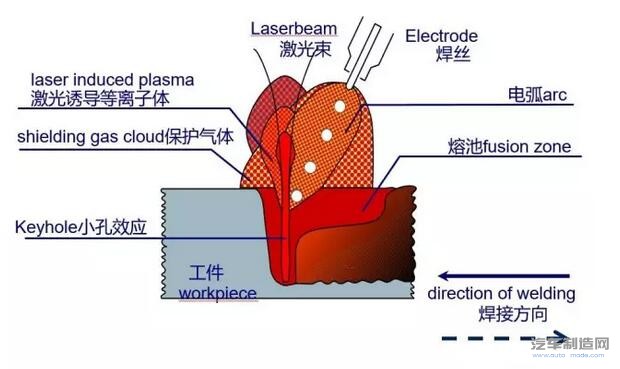
激光焊是通过光纤将能量传输到工件上,而气保焊则是通过弧柱传输能量。激光焊的热影响区非常窄,焊缝的深宽比大,具有高的焊接速度,但由于焦点直径很小,所以焊缝搭桥能力很差。气保焊的能量密度比较低,加热面积较大,焊接速度相对较低。Laserhybrid 激光复合焊技术是将这两种焊接技术完美的结合起来,从而获得了优良的综合性能。
激光复合焊优势
激光复合焊涵盖了激光焊和MIG焊的优点,具有如下优势:
/ 更低的装配时间、更低的成本、更高的生产效率
/ 焊接速度最高可达到9 m/min
/ 焊接铝系列材料时,起弧没有缺陷
/ 更深的熔深,更窄的焊缝,更低的热输入
/ 填充金属使焊缝具有更好的塑性,更高的接头强度
/ 更大的焊缝间隙,更高的接头熔合率
/ 更高的工艺稳定性和系统利用率

激光复合焊应用领域
激光复合焊可应用于薄板材料的焊接:包括有镀层或者没有镀层的碳钢,高合金钢和铝。应用领域涉及下述行业:
/ 汽车及相关行业
/ 轨道交通
/ 造船
/ 建筑机械、压力容器、机械或结构钢
/ 航空航天

激光复合焊接技术是复合热源焊接技术的一个新发展方向,是通过激光与电弧相互作用形成的一种增强适应性的焊接方法,避免了单一焊接的缺点和不足,具有提高能量、增大熔深、稳定焊接过程、降低装配条件、实现高反射材料的焊接等优点。随着激光复合焊接工艺参数优化技术的成熟,相信它的应用也将更加广泛。
在此祝愿激光焊与气保焊的相爱之旅天长地久!!
2001年,奥地利伏能士焊接技术国际有限公司开发了世界上第一台纯工业级激光复合焊接系统,焊接速度达到9米/分钟。伏能士国际因“激光复合焊技术”获得上奥地利省创新奖。激光复合焊接技术完美地结合了激光焊接和气体保护焊接两种工艺,从而实现了更加优化的加工过程。从此,激光焊接与气保焊接开始了相爱之旅!激光复合焊接系统包括激光源、气保焊电源、复合激光焊头等一系列组件。
激光复合焊原理介绍
激光焊是通过光纤将能量传输到工件上,而气保焊则是通过弧柱传输能量。激光焊的热影响区非常窄,焊缝的深宽比大,具有高的焊接速度,但由于焦点直径很小,所以焊缝搭桥能力很差。气保焊的能量密度比较低,加热面积较大,焊接速度相对较低。Laserhybrid 激光复合焊技术是将这两种焊接技术完美的结合起来,从而获得了优良的综合性能。
激光复合焊优势
激光复合焊涵盖了激光焊和MIG焊的优点,具有如下优势:
/ 更低的装配时间、更低的成本、更高的生产效率
/ 焊接速度最高可达到9 m/min
/ 焊接铝系列材料时,起弧没有缺陷
/ 更深的熔深,更窄的焊缝,更低的热输入
/ 填充金属使焊缝具有更好的塑性,更高的接头强度
/ 更大的焊缝间隙,更高的接头熔合率
/ 更高的工艺稳定性和系统利用率
激光复合焊应用领域
激光复合焊可应用于薄板材料的焊接:包括有镀层或者没有镀层的碳钢,高合金钢和铝。应用领域涉及下述行业:
/ 汽车及相关行业
/ 轨道交通
/ 造船
/ 建筑机械、压力容器、机械或结构钢
/ 航空航天
激光复合焊接技术是复合热源焊接技术的一个新发展方向,是通过激光与电弧相互作用形成的一种增强适应性的焊接方法,避免了单一焊接的缺点和不足,具有提高能量、增大熔深、稳定焊接过程、降低装配条件、实现高反射材料的焊接等优点。随着激光复合焊接工艺参数优化技术的成熟,相信它的应用也将更加广泛。
在此祝愿激光焊与气保焊的相爱之旅天长地久!!
举报 0
收藏 0
分享 72
-
新能源汽车轻量化领域铝合金焊接技术研究综述
2024-04-11 -
新能源汽车电机定子铁心的焊接工艺
2024-04-01 -
车身零部件铝合金及钢铝混合连接工艺应用探讨
2024-03-29 -

高分子材料焊接挑战重重?必能信助力电动汽车零
2024-03-29




最新资讯
-
星纪魅族发布白皮书 引领消费电子与
2024-04-16 18:07
-
《合众汽车高质量发展联合协议》正式
2024-04-16 17:36
-
大众汽车开始裁员,提前达成协议者除
2024-04-16 17:27
-
浅析内高压成形技术在汽车工业中的应
2024-04-16 15:45
-
汽车车身涂装工艺大盘点
2024-04-16 15:40

