
CIMT2017:先进的 Supermini 一直被模仿,从未被超越
微信公众号


图 1:一切都是全新的:新型基层、新型微型几何结构和新型涂层
号恩Horn 105 Supermini 的一些新型高性能型号亮相 2016 年国际金属加工展览会。该刀具具有新型涂层、新型基材和新型微观几何结构,标准品镗孔直径从0.2 mm (0.0079") 到6.8 mm (0.2677")。推出该刀具后,Horn 能够满足不锈钢/高合金钢/非均质钢等几乎所有材料的加工要求,并能帮助客户快速增加产量。105 Supermini 刀具系统主要适合加工孔径范围从 0.2 mm (0.0079") 到 6.8 mm (0.2677") 的零件,具有 1500 多种标准品刀片,可完成多种不同加工任务。此系统适用于各种应用,如镗孔、切槽、倒角、切断、加工螺纹、退刀槽、精镗、端面槽、极小孔插削加工。105 Supermini 刀具现在加工范围为碳钢、铸铁、 有色金属、硬质材料和特殊金属材料等。并且能加工特殊微型结构小型零件和微小型零件。同时也能满足不锈钢、高合金材料和非均匀材质钢等高要求、高线速度加工需求。
高度均质的坚韧基材
为进一步改进高度先进的 105 系统的性能,必须按顺序依次作出各种调整:首先是基材,其次是微观几何结构,最后是涂层。在最初几次测试时,只更改了基材,而保持所有其它参数不变。作为优化过程的一部分,我们能够仅通过更改基材而将性能平均提高 30%。值得注意的是,制造高度均匀的基材是非常困难的,因为制造工艺极其复杂。
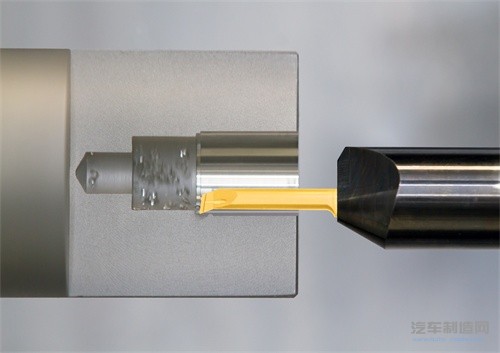
图 2:Supermini - 用于孔加工
改进的切削能力与较低的切削应力相结合
此外,我们就膜的粘附性和残余应力对微观几何结构和涂层之间的关系进行了研究。测试证明,尽管更改微观几何结构会导致更高的刀刃应力,但是更为坚韧的基材足以承受这种应力。更锋利的刀刃几何结构提高了切削能力且减轻了切削压力 - 尽管刀刃要承受更高级别的应力。为抵消这种高应力,Horn 的涂层专家们使用一种特制的基材作为切入点来开发涂层系统,该系统是为新型坚韧基材与更强大的刀刃组合量身定制的。他们开发出了全新的技术,可以更均质的结构镀上一层致密的膜。这种更光滑的新膜显著提高了抗磨擦性能。减少摩擦意味着减少了传递到刀具上的热量,从而减轻刀刃直接承受的热应力。该膜由金色的表面涂层覆盖,因此更容易发现磨损。这种复杂的优化过程清楚地证明了以下因素之间的关系:基材上膜的粘性、膜的结构和残余应力。结果证明,添加到基材上的第一层膜的粘性对保证膜粘附性和残余应力之间的良好平衡来说至关重要。

图 3:Supermini 是 Horn 的核心产品和核心竞争力之一
显著延长刀具寿命
已在大量试验中与现有基材和涂层进行了对比,现有数据表明,新的解决方案可延长刀具的寿命。根据这些知识与经验,Horn 制造出了可供客户测试的“高性能 Supermini”。客户试验的记录结果表明新的 EG35材质涂层已得到改善:当加工 1000 N/mm² 强度的 Co28Cr6Mo0,2C的材料时,刀具的寿命可增加 60%。当加工 11SMN30+C 材料时,刀具的寿命增加超过 100%,当加工 40CrMoV13-9 材料时,与竞争对手的刀片相比,刀片寿命的增加幅度更大。
于斯图加特国际金属加工展览会上发布
新型高性能型号的钻孔用 Supermini 于 2016 年国际金属加工展览会上面世,该型号具有新型基材、新型微观几何结构和新型涂层。新的 105 型号能够真正脱颖而出得益于具有易发现磨损的金色涂层、卓越的硬度、非常致密的膜结构和极佳的膜粘性的全新 TiAlN 涂层。这种内部涂层工艺有助于缩短交付时间,甚至实现快速生产“GreenLine”。Supermini 标准品适用于加工直径从 0.2 mm (0.0079") 到 6 mm (0.2362") 的小孔。标准品刀片悬长1.0mm(0.0394")过孔直径0.2mm(0.0079")到35mm(1.378")过孔直径6mm(0.2362")。与 Supermini 的所有其它型号一样,高性能的刀片可安装在左手和右手刀柄上,刀柄可选择带内冷却或不带内冷功能)。
-

EMAG @ 重庆,为助推新能源产业发展贡献力量
2024-04-22 -

EMAG致力于“绿色制造”:竭尽全力提高能效
2024-04-22 -

浅析内高压成形技术在汽车工业中的应用
2024-04-16 -
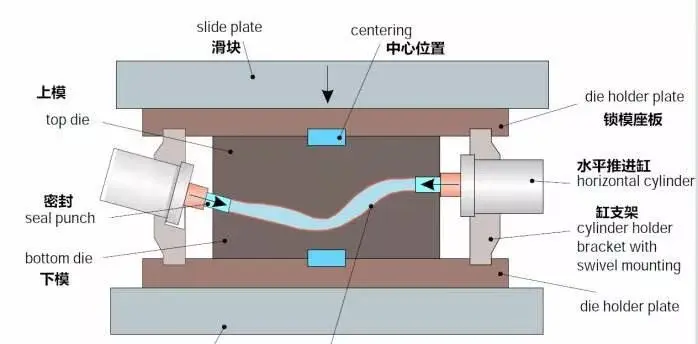
浅析内高压成形技术在汽车工业中的应用
2024-04-15





最新资讯
-
理想69家核心供应商揭秘
2024-04-23 17:41
-
全尺寸&柴油混动 火星7 Pro的乘用升
2024-04-23 16:22
-
京东工业分享“太璞”数智供应链解决
2024-04-23 10:06
-
塞拉尼斯在 2024 CHINAPLAS中国国际
2024-04-23 09:37
-
涂装车间管理
2024-04-23 09:19

