
一文揭晓丰田发动机制造工艺流程图,果然很牛!
2019-03-14 10:45:17· 来源:智造共享
微信公众号

一、主要工艺简介:机加工工艺设置缸体、缸盖、曲轴、凸轮轴、连杆等 5 道加工生产线,各生产线具有一定的柔性,以适应发动机上述 5 种零件的机械加工任务的快速反应。机械加工生产线的布局与总装车间的总装线和分装线衔接,实现物流顺畅
一、主要工艺简介:
机加工工艺设置缸体、缸盖、曲轴、凸轮轴、连杆等 5 道加工生产线,各生产线具有一定的柔性,以适应发动机上述 5 种零件的机械加工任务的快速反应。机械加工生产线的布局与总装车间的总装线和分装线衔接,实现物流顺畅。
二、各机加工工段由多道工序组成:
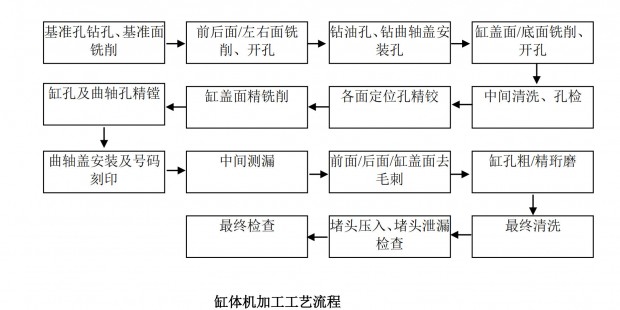
1)缸体工段:进行缸体及曲轴轴瓦座前后的镗、铣、钻、铰、切、磨等
机械加工,各工序的清洗、试漏试验、压入、检测等。

2)缸盖工段:负责缸盖和凸轮轴主轴承盖合装前后镗、铣、钻、铰、切、
磨等机械加工,各工序的清洗、试漏试验、压入、检测等。此次项目在该工段增
加了一道激光溶覆工序,使用激光产生局部高温,使得金属融化在缸盖特定部位
的表面,改善表面的耐磨、耐蚀、抗氧化、光泽等性能。

3)曲轴工段:负责曲轴的镗、铣、钻、铰、切、磨等机械加工,以及过程中的清洗、高频淬火、动平衡修正、压入、检测等。
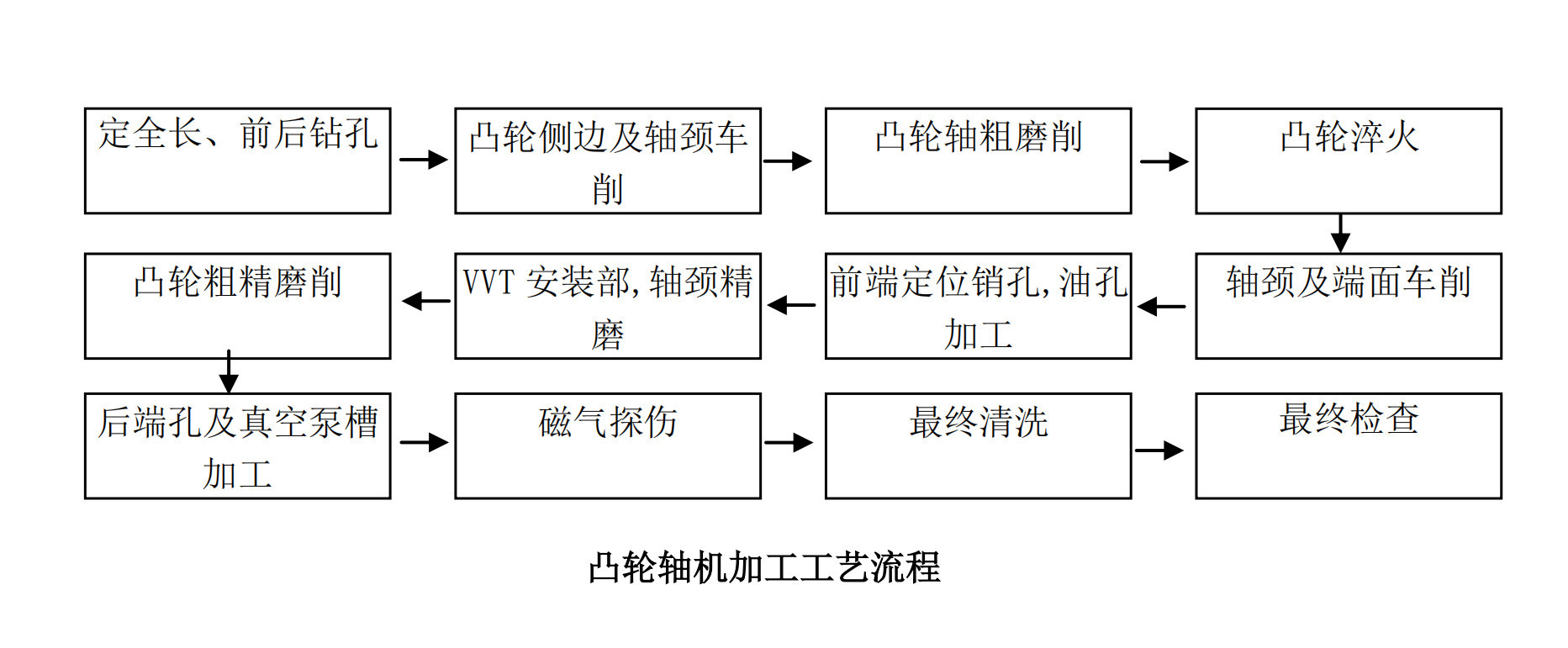
4)凸轮轴工段:负责凸轮轴机械加工和过程中的清洗、磁气探伤、检测等。
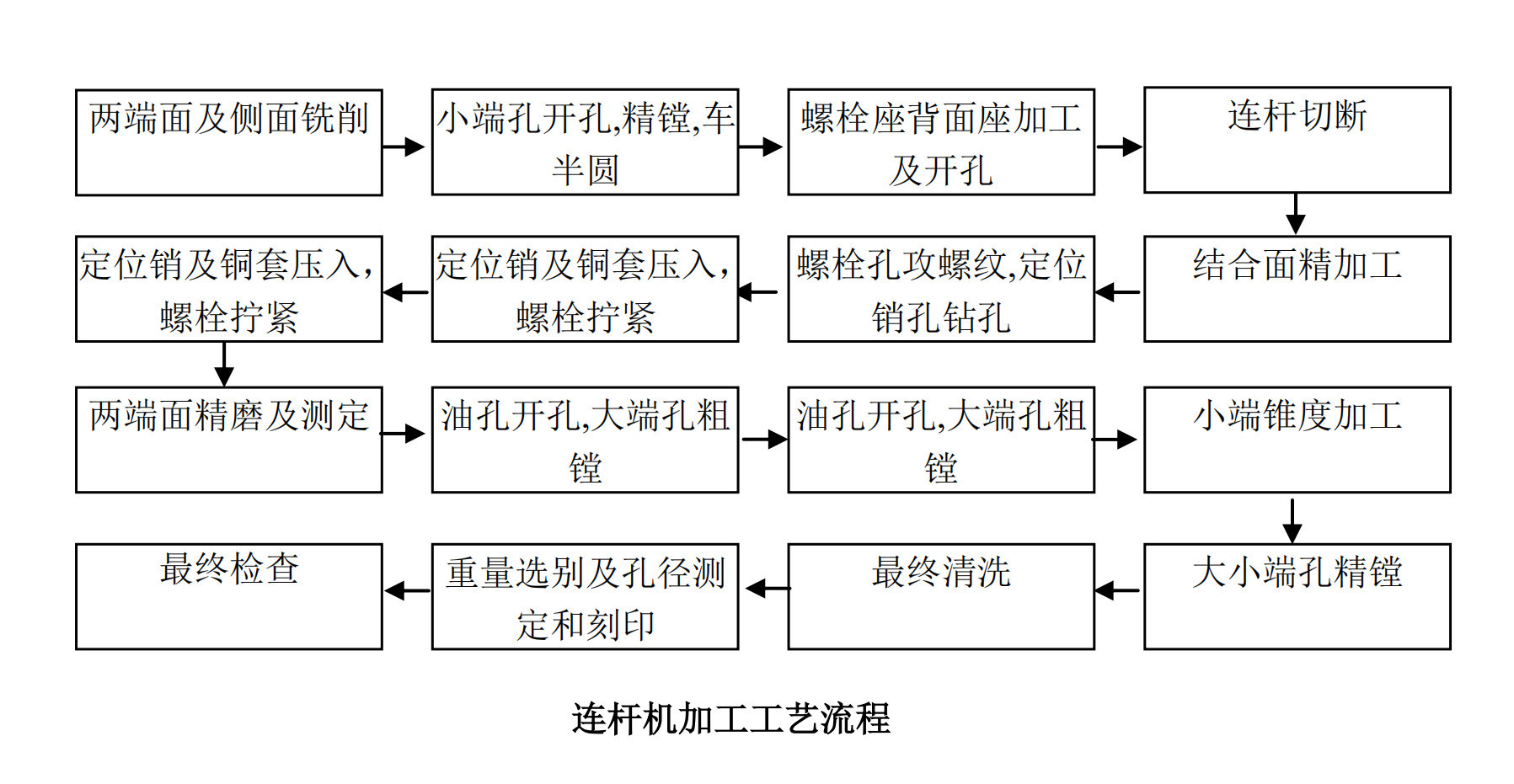
5)连杆工段:负责连杆体和连杆盖合装前后的机械加工,过程中的清洗、压入、油孔检查、孔径检测、称重量、刻印、分选等。
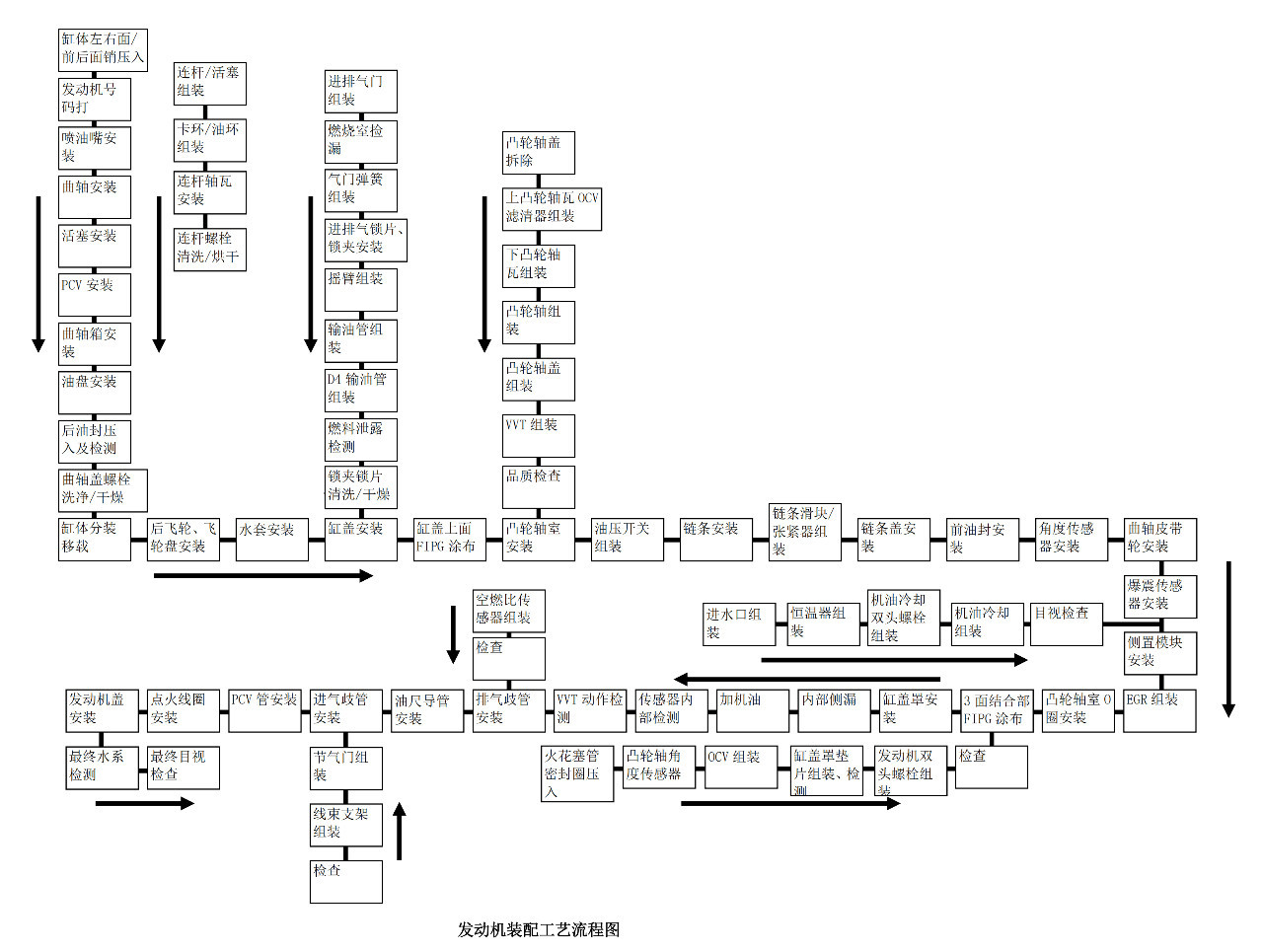
三、装配工艺包括发动机装配和发动机试验两部分。
1、装配部分
将工件和零配件按照一定次序组装,部分工位还需清洗;
(1)机加工工件在机加工车间清洗达标后直接进入装配线,外协件、外购件需清洗后送至相应工位;
(2)总装线的对应工位处垂直设置缸体、缸盖、缸盖罩、凸轮轴室、活塞连杆、侧面模块、进排气歧管等分装线,分总成检测合格后,进入总装线;
(3)重要螺栓连接部位,如主轴承座、活塞连杆处和飞轮等部位的螺栓连接采用电子扭矩控制的扳手进行螺栓紧固;其它有扭矩要求的连接部位采用单头定扭扳手;
(4)装配线上配置专机和检测设备进行检测,如曲轴扭矩检测装置、后油封油底壳检漏机、缸盖检漏装置、翻转机等;
(5)车间物料搬运采用柔性吊、行车、叉车来完成。
2、试验部分
(1)发动机试验前先检查水、电、气路检查;
(2)发动机出货试验方面进行冷磨试验、热磨试验、性能试验(耐久)。冷磨为通电驱动发动机,热磨、性能(耐久)试验为使用汽油驱动发动机,尾气由试验台架上的尾气净化装置净化后经排气筒高空排放;
(3)试验采用半自动试验系统,配置计算机控制系统;
(4)采用半自动化试验台架,配置快速连接托盘;
(5)试验室内各台设备有一间屋子,阻隔噪音;
(6)出口用发动机为试验后,通过压缩空气去除油,被去除的油回收过滤后可再利用。
举报 0
收藏 0
分享 82
-

火星7Pro乘用转型再升级,245马力助力pickup+li
2024-04-17 -

该怎么做色彩搭配?
2024-04-16 -
宁德时代CTP3.0麒麟液冷设计
2024-04-15 -

245马力+采埃孚8AT,12.98万起!火星7 Pro 汽油
2024-04-11




最新资讯
-
苏峻“上车”iCAR,互联网思维与奇瑞
2024-04-18 12:11
-
4月18日,不容错过的制造业数字化盛
2024-04-17 17:31
-
小鹏汽车与大众汽车集团签订EEA电子
2024-04-17 16:32
-
Syensqo与蔚来强强联合,共创电动汽
2024-04-17 16:27
-
火星7Pro乘用转型再升级,245马力助
2024-04-17 13:49

